Почему компании часто заблуждаются, считая себя бережливыми
Почему компании часто заблуждаются, считая себя бережливыми
Когда я только начал изучать TPS, я пришел в восторг от потока единичных изделий. Чем больше я узнавал о том, как организован поток деталей, которые запрашивают по мере необходимости вместо того, чтобы создавать запасы, тем больше мне хотелось самому заняться преобразованием процессов массового производства в процессы бережливого производства. Я понял, что для создания потока необходим ряд вспомогательных инструментов бережливого производства, таких как быстрая переналадка оборудования, стандартная работа, системы вытягивания и предупреждение ошибок. Но опытные лидеры Toyota постоянно твердили мне, что все эти инструменты и приемы – не главное в TPS. Сила TPS в первую очередь в том, что менеджмент постоянно работает с людьми и создает культуру, стимулирующую постоянное совершенствование. Я кивал, не вполне понимая, о чем они говорят, и продолжал выяснять, как подсчитывается число деталей для канбан и формируются гибкие производственные ячейки, работающие по принципу потока единичных изделий. Лишь спустя 20 лет, в течение которых я изучал Toyota и наблюдал за попытками других компаний создать у себя бережливое производство, я понял, что имели в виду учителя (сэнсэи) из Toyota. В этой книге мне хочется показать, что дао Toyota – нечто большее, чем совокупность инструментов, подобных системе «точно вовремя».
Представьте, что вы купили книгу, которая рассказывает о создании гибких производственных ячеек, работающих по принципу потока единичных изделий, прошли соответствующее обучение, а может быть, даже наняли консультанта по бережливому производству. Вы выбираете процесс и анализируете его с точки зрения принципов бережливого производства. При этом вы обнаруживаете множество потерь, или, как их называют на Toyota, – м?да. Этот термин обозначает все, что не создает ценности для потребителя. Вы видите, что процесс организован плохо и рабочие места в беспорядке. Вы устраняете потери и отлаживаете поток. Работа начинает идти быстрее. Теперь вы контролируете процесс, качество повышается. Все идет отлично, и вы начинаете работать над другими участками. Неужели это так сложно?
Я бывал на сотнях предприятий, которые считают, что успешно применяют методы бережливого производства. Они с гордостью демонстрируют свои достижения в области бережливого производства. Без сомнения, многие из них потрудились на славу. Но после 20-летних исследований Toyota я сразу вижу, что по сравнению с ней все они просто дилетанты. На создание культуры бережливого производства у этой компании ушли десятилетия, при этом в Toyota убеждены, что сами они лишь учатся понимать дао Toyota. Много ли компаний кроме Toyota и ее ведущих поставщиков заслуживает пятерки или хотя бы четверки с плюсом за бережливое производство? Точно не скажу, но таких куда меньше 1 %.
Беда в том, что все эти компании ошибочно полагают, что набор инструментов бережливого производства и философия бережливого производства – это одно и то же. Философия бережливого производства, в основе которой лежит дао Toyota, предполагает такую глубокую и всестороннюю культурную трансформацию, которую большинство компаний просто не могут себе представить. Для начала следует запустить один-два проекта, которые позволят почувствовать вкус к этому подходу, и в этом они правы. Задача этой книги – объяснить, что лежит в основе культуры Toyota и ее принципов.
В качестве примера приведу одну из попыток создать бережливое производство в США. Для работы с американскими компаниями, которые хотят изучать TPS, Toyota создала в США так называемый TSSC – Центр поддержки поставщиков Toyota (Toyota Supplier Support Center). Его возглавил мистер Хадзимэ Оба (ученик Тайити ?но, создателя TPS), который организовал этот центр по образу и подобию такой же консультационной организации Toyota в Японии. Центр работает со множеством американских компаний из разных отраслей и в каждом случае разрабатывает индивидуальный «план создания бережливого производства». По сути, это план изменения одной производственной линии компании с применением методов и инструментов TPS. Обычно такая работа проводится в течение 6–9 месяцев. Как правило, компании сами обращаются в TSSC за подобными услугами, однако в 1996 году Центр неожиданно проявил инициативу и предложил свою помощь компании, которая производит промышленные датчики (далее я буду называть ее «Бережливая компания Икс»). Было довольно странно, что Toyota предложила этой компании свои услуги, поскольку все и без того считали, что Бережливая компания Икс добилась значительных успехов в создании бережливого производства. Ее постоянно посещали представители других компаний, чтобы посмотреть на американское производство мирового класса. Бережливая компания Икс даже получила премию Синго (Shingo Prize) в области производства. Эта награда учреждена в честь Сигео Синго, который внес большой вклад в создание производственной системы Toyota. Когда компания согласилась работать с TSSC, на ее предприятиях уже имелись:
• отлаженные гибкие производственные ячейки;
• группы рабочих, занимающиеся решением проблем;
• система поощрений за решение проблем и специально отведенное для этого время;
• учебный центр для сотрудников.
В то время премия Синго вручалась главным образом за улучшение основных показателей производительности и качества. TSSC хотел поработать с Бережливой компанией Икс с целью обмена опытом, поскольку Икс славилась своими успехами. Было решено, что TSSC возьмет одну производственную линию на этом предприятии «мирового уровня» и займется ее преобразованием с применением методов TPS. В конце девятимесячного проекта производственная линия изменилась до неузнаваемости по сравнению тем, что было вначале, и добилась таких показателей бережливости, которые компании и не снились. Эта производственная линия обошла все предприятие по важнейшим показателям эффективности, которые изменились следующим образом:
• на 46 % сокращено время, затрачиваемое на изготовление изделия (с 12 до 6,5 часа);
• на 83 % снижен объем запасов незавершенного производства (с 9 до 1,5 часа);
• на 91 % снижены запасы готовой продукции (с 30 500 до 2890 единиц);
• на 50 % сокращено время сверхурочной работы (с 10 до 5 часов на человека в неделю);
• на 83 % повысилась производительность (с 2,4 до 4,5 изделия в человеко-час).
Читая в разных компаниях лекции о методах менеджмента Toyota, я описываю этот случай и спрашиваю: «О чем это говорит?» Ответ всегда один: «Пределов для совершенствования нет». «Но разве речь шла о медленном и постепенном совершенствовании?» – спрашиваю я. Нет. Это были коренные преобразования. Судя по состоянию этой производственной линии в начале проекта, становится ясно, что на самом деле компания находилась далеко не на мировом уровне: на изготовление датчика уходило 12 дней, запасы незавершенного производства хранились 9 часов, каждый рабочий еженедельно работал сверхурочно по 10 часов. Выводы, которые напрашиваются из этой истории (и других случаев, с которыми я продолжал сталкиваться даже в 2003 году), однозначны и вызывают озабоченность:
• На этом «бережливом предприятии» по стандартам Toyota бережливости не было и в помине, хотя во всей стране не сомневались в выдающихся достижениях этой компании.
• Изменения, которые осуществила компания до того, как за дело взялся TSSC, были весьма поверхностными.
• Визитеры, которые приходили на завод, были убеждены, что перед ними производство «мирового уровня», а значит, они понятия не имели о подлинном мировом уровне.
• Ненамного лучше гостей, приходивших на завод, разбираются в производственной системе Toyota те, кто присудил предприятию премию Сигео Синго. (Правда, с тех пор они стали куда более компетентны в этих вопросах.)
• Большинство компаний безнадежно отстают от Toyota в понимании TPS и философии бережливого производства.
Я посетил сотни компаний и обучал сотрудников более чем тысячи компаний. Я обменивался впечатлениями со многими из тех, кого мне пришлось обучать. Кроме того, я повидал множество американских производственных предприятий, которым выпало счастье работать с TSSC. К сожалению, устойчивая тенденция свидетельствовала о том, что эти компании не в состоянии внедрить TPS и создать бережливое производство. Со временем производственные линии, созданные TSSC, приходили в упадок. При этом лучшие наработки Toyota не становились достоянием остальных производственных линий и участков, которые по-прежнему работали неэффективно. Но вот ячейка, организованная по принципу бережливого производства, создана, система вытягивания действует, время на превращение сырья в конечный продукт сократилось, но на этом сходство с производственной системой Toyota заканчивается. В чем же дело?
США знакомы с TPS не менее двух десятилетий. Основные концепции и инструменты этой системы не новы. (В Toyota эта система в том или ином виде действует более 40 лет.) Полагаю, все дело в том, что американские компании берут на вооружение отдельные инструменты бережливого производства, не понимая, как работает система в целом. Обычно менеджмент использует несколько таких технических инструментов и, стараясь подойти к делу профессионально, создает техническую же систему. Но они не понимают, что на самом деле в основе TPS лежит нечто совсем иное: принципы дао Toyota нуждаются в особой культуре, культуре непрерывного совершенствования. В модели, которая включает четыре группы принципов, о которой мы уже говорили, большинство компаний способны лишь «барахтаться» на уровне «процесса» (см. рис. 1.2). Но если они не применяют остальные три группы принципов, TPS остается для них чем-то вроде хобби, ведь они не вкладывают в нее ни ума, ни души, а только это может обеспечить ее действенность в масштабах компании. По производительности они по-прежнему отстают от тех компаний, которые усвоили культуру непрерывного совершенствования.
Слова президента Toyota мистера Фудзио Тё в начале этой главы – не пустая риторика. Toyota, где все, начиная с администрации и заканчивая производственными рабочими, занимаются последовательным добавлением ценности для потребителя, побуждает людей проявлять инициативу и творческие способности, экспериментируя и обучаясь на собственном опыте. Любопытно, что защитники рабочих и гуманисты годами критиковали работу на сборочных линиях, утверждая, что она представляет собой тяжкий отупляющий труд. Но Toyota отбирает для работы на сборочных линиях лучших и талантливейших рабочих и стимулирует их постоянный профессиональный рост, без которого невозможно решение проблем. Не менее тщательно подбираются люди для продаж, разработки, изготовления запчастей, ведения бухгалтерии, работы с кадрами и прочих видов работ. При этом все сотрудники должны постоянно совершенствовать свою работу, изыскивая пути более полного удовлетворения запросов потребителей. Toyota – организация, которая вот уже более полувека непрерывно учится и развивается. Такие вложения в сотрудников компании отпугивают предприятия, которые ориентируются на традиционное массовое производство и привыкли думать только о количестве изготовленных деталей и квартальных доходах, каждые несколько лет меняя руководителей и организационные структуры.
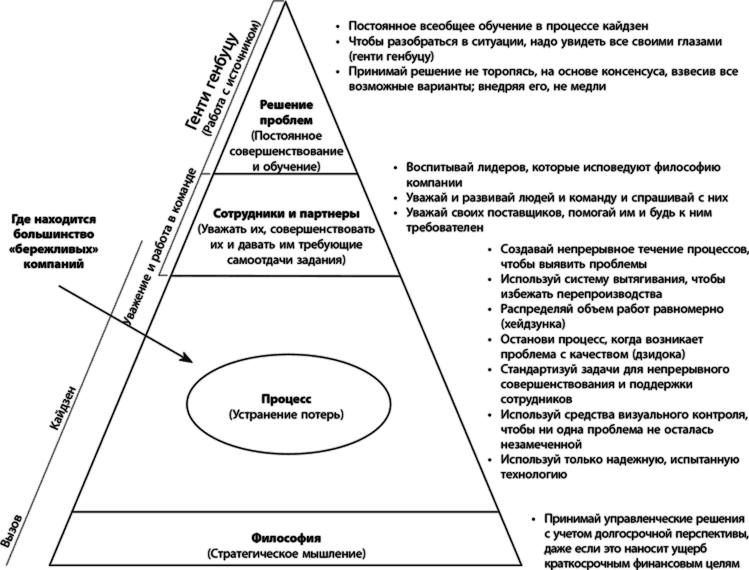
Рис. 1.2. Четырехкомпонентная модель дао Toyota и ее соотношение с деятельностью большинства «бережливых» компаний
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Делаем бережливыми магазины Big box
Делаем бережливыми магазины Big box Присмотревшись к нынешнему формату магазинов Big Box, ориентированных на чувствительных к цене покупателей, команда поняла, что эти потребители нуждаются в более квалифицированных советах и большем объеме товарных запасов при тех же ценах.
Делаем бережливыми районные магазины
Делаем бережливыми районные магазины Полученные результаты очень ободряют, но не решают проблемы потребителей, которые больше ценят свое время, поскольку магазины-склады в силу их специфики (они оправдывают себя, только если обслуживают большую территорию) всегда
Как часто проверять, как часто очищать
Как часто проверять, как часто очищать Одни предпочитают проверять новую почту раз или два в день. Это минимизирует возможность отвлечения на что-то другое, пока пользователь не будет готов к обработке новых писем. Другие пользователи предпочитают, чтобы их почтовая
ГЛАВА 10 КАК ВЕДУТ СЕБЯ КОМПАНИИ
ГЛАВА 10 КАК ВЕДУТ СЕБЯ КОМПАНИИ В неразберихе найти простоту. В раздоре найти гармонию. В средоточии трудностей прячется шанс. Альберт Эйнштейн Когда я брал интервью для этой книги, то постоянно слышал одну и ту же фразу от руководителей компаний. Собеседники говорили
Нас спрашивают: " Почему вы заявляете себя партией Национальной революции? Не безответственный ли экстремизм движет вами?"
Нас спрашивают: " Почему вы заявляете себя партией Национальной революции? Не безответственный ли экстремизм движет вами?" Мы не экстремисты, если уж быть политически точными. Мы радикалы, провозвестники объективно приближающейся русской Национальной
27. Чем можно компенсировать отсутствие внушительного портфолио и многолетней истории компании? Ведь именно по этим двум пунктам заказчики часто выбирают подрядчика
27. Чем можно компенсировать отсутствие внушительного портфолио и многолетней истории компании? Ведь именно по этим двум пунктам заказчики часто выбирают подрядчика Красивым решением и суммарным опытом тех, кто работает в старт-апе.Например, когда мы создали
30. Порой ради наработки клиентской базы начинающие компании выходят на рынок с заниженными ценами, предполагая существенно повысить их впоследствии. Однако часто таким компаниям так и не удается выбраться из ниши дешевых. Что вы думаете по поводу такой стратегии?
30. Порой ради наработки клиентской базы начинающие компании выходят на рынок с заниженными ценами, предполагая существенно повысить их впоследствии. Однако часто таким компаниям так и не удается выбраться из ниши дешевых. Что вы думаете по поводу такой
175. Весьма часто стратегия формирования имиджа строится на эффекте «переноса репутации» (принято считать, что если у компании солидные клиенты, то и компания успешна). В то же время многие известные западные консультанты, например Дэвид Майстер, считают такой прием дурным тоном. Как к этому относит
175. Весьма часто стратегия формирования имиджа строится на эффекте «переноса репутации» (принято считать, что если у компании солидные клиенты, то и компания успешна). В то же время многие известные западные консультанты, например Дэвид Майстер, считают такой прием
Почему люди ведут себя так?
Почему люди ведут себя так? Причиной поведения, блокирующего производительность, являются давление извне и различные влияния. Это не личностный вопрос. Как правило, люди не хотят тратить напрасно свое время и энергию. Они хотят работать продуктивно и не создавать
ТАК ПОЧЕМУ ЖЕ КОМПАНИИ НЕДОВОЛЬНЫ РЕЗУЛЬТАТАМИ СВОЕГО СПОНСОРСТВА
ТАК ПОЧЕМУ ЖЕ КОМПАНИИ НЕДОВОЛЬНЫ РЕЗУЛЬТАТАМИ СВОЕГО СПОНСОРСТВА Дело в том, что большинство компаний не имеют представления о том, почему они финансируют те или иные мероприятия. Корень проблемы лежит в ошибках, совершаемых большинством спонсоров еще до того, как они
Почему терпят фиаско компании: деструкторы на уровне организации
Почему терпят фиаско компании: деструкторы на уровне организации Как мы подчеркивали на протяжении всей книги, обуздание деструкторов помогает и карьере самого руководителя, и его организации. Когда глава компании и исполнительный комитет получают ясное представление
Спросите себя, почему
Спросите себя, почему Как только вы «поднялись на балкон» и сумели справиться со своими эмоциями, то можете вскрыть подлинные мотивы своего НЕТ. Для этого существует простой, но весьма эффективный способ. Задайте себе волшебный вопрос:
Почему женщины должны брать ответственность на себя
Почему женщины должны брать ответственность на себя Однажды ко мне подошла молодая журналистка и с волнением в голосе сказала: «Мы должны сделать все, чтобы убедить женщин взять на себя ответственность за собственные финансы. В этом вопросе нельзя от кого-то
Если я отлично работаю, почему я так плохо себя чувствую?
Если я отлично работаю, почему я так плохо себя чувствую? В целом СЕО не становятся те, кто не имеет четкого понимания стоящих перед ним целей и не чувствует глубокой личной сопричастности к тому, что делает. Кроме того, СЕО должен быть достаточно опытным или достаточно
Отзывы о книге «Лидировать со смыслом». Дать вашей компании стимул верить в себя Джона Бальдони
Отзывы о книге «Лидировать со смыслом». Дать вашей компании стимул верить в себя Джона Бальдони «Способность представлять себе и формулировать будущие возможности – компетенция, которая отличает лидеров. Более того, это труднейший из навыков, которым нужно овладеть
Лидировать со смыслом (Дать вашей компании стимул верить в себя)
Лидировать со смыслом (Дать вашей компании стимул верить в себя) Пролог «Для счастливой жизни нужно совсем не много. Все – в самом человеке, в его образе мыслей». Марк Аврелий Когда организации преуспевают, значит, они работают. То есть сотрудники понимают, что они делают