Преимущества потока единичных изделий
Преимущества потока единичных изделий
Создание потока единичных изделий предполагает широкую программу мероприятий по устранению всевозможных м?да (потерь). Рассмотрим подробнее некоторые преимущества потока.
1. Встраиваемое качество. Поток единичных изделий значительно упрощает встраивание качества. Каждый оператор одновременно является контролером и старается решить проблему на месте, не передавая ее на следующую стадию. Даже если он пропустил дефекты и они прошли дальше, их обнаружат очень быстро и проблема будет немедленно выявлена и исправлена.
2. Подлинная гибкость. Если оборудование становится частью производственной линии, наши возможности использовать его для других целей сократятся. Но время выполнения заказа сокращается до предела, а значит, мы более гибко реагируем на запросы потребителя, изготавливая то, что ему действительно нужно. Вместо того чтобы неделями ждать, пока система, которой дан заказ, выдаст продукцию, мы можем выполнить заказ в течение нескольких часов. Переход на новый ассортимент продукции, которого требует изменение потребительского спроса, осуществляется при этом почти мгновенно.
3. Повышение производительности. Когда работа была распределена по отделам, вам казалось, что так вы добиваетесь максимальной производительности, поскольку эффективность работы оценивалась по загрузке людей и оборудования. На самом деле трудно определить, сколько людей требуется для изготовления заданного количества единиц продукции при крупносерийном производстве, поскольку производительность не оценивается с точки зрения работы, добавляющей ценность. Кто знает, каковы потери производительности, когда люди «загружены» производством избыточных деталей, которые потом придется отправить на склад? Сколько времени теряется при поисках дефектных деталей и ремонте готовых изделий? Если существует ячейка для потока единичных изделий, работа, не добавляющая ценности, вроде перемещения материалов сводится к минимуму. Вы сразу видите, кто перегружен, а кто остался без дела. Очень легко составить калькуляцию работы, добавляющей ценность, и подсчитать, сколько людей требуется для достижения заданной производительности. Когда речь идет о переводе поставщика, работающего по системе массового производства, на линию, организованную в соответствии TPS, Центру поддержки поставщиков Toyota (Toyota Supplier Support Center) в каждом случае удается добиться повышения производительности труда не менее чем на 100 %.
4. Высвобождение площадей в цехе. Когда оборудование распределено по участкам, значительные площади между ними пропадают, хотя большая их часть занята запасами залежами запасов. В ячейке для потока единичных изделий все блоки подогнаны друг к другу, а запасы почти не занимают места. Если производственные площади используются более эффективно, можно избежать строительства новых мощностей[17].
5. Повышение безопасности. Корпорация Wiremold, которая одной из первых в Америке стала применять TPS, добилась образцовых показателей безопасности и была удостоена множества государственных наград за безопасность. Однако когда в компании решили взяться за преобразование крупносерийного производства в поток единичных изделий, было решено, что специальная программа повышения безопасности не нужна. Реорганизацию возглавил Арт Бирн, бывший президент компании, изучавший TPS и понимавший, что поток единичных изделий автоматически приведет к повышению безопасности благодаря уменьшению количества материала, который нужно перемещать по заводу. Уменьшение объема грузов позволяет избавиться от вилочных погрузчиков, часто являющихся причиной несчастных случаев. Объем контейнеров, которые нужно поднимать и перемещать, также уменьшится, а значит, снизится число несчастных случаев при подъеме контейнеров. Если заниматься потоком, безопасность повышается сама собой, даже если не уделять ей особого внимания[18].
6. Повышение морального духа. В Wiremold при организации бережливого производства обнаружили, что с каждым годом моральное состояние сотрудников улучшается. До преобразований лишь 60 % сотрудников при проведении опросов заявляли, что работают в хорошей компании. Этот показатель рос с каждым годом и на четвертый год преобразований превысил 70 % (Emilani, 2002). Поток единичных изделий ведет к тому, что бо?льшую часть времени люди заняты созданием добавленной ценности и могут быстро увидеть плоды своего труда, а видя свои успехи, чувствуют удовлетворение.
7. Сокращение запасов. Не вкладывая капитал в запасы, которые лежат мертвым грузом, вы можете использовать его на что-то иное. При этом вы сэкономите еще и на банковских процентах, которые необходимо выплачивать за замороженные в запасах средства. Вы также избежите морального старения[19] запасов.
На рис. 8.3 представлен традиционный цех, где оборудование сгруппировано по типу. Одним из инструментов, которые можно использовать для схематического изображения траектории движения материалов, является «диаграмма спагетти». Если мы нанесем на схему поток перемещения материалов в цехе, то получим нечто напоминающее спагетти, которые беспорядочно перемешаны на тарелке. Продукт бессистемно перемещается в разных направлениях. Работа отдельных участков при перемещении продукта не согласована. Никакие графики и планы не могут устранить вариабельность, присущую системе, в которой материал перемещается беспорядочно.
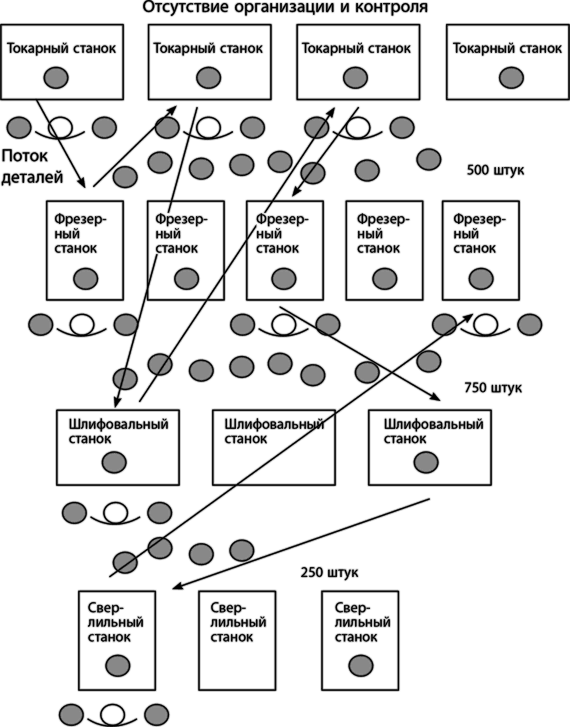
Рис. 8.3. Неупорядоченный поток при объединении однотипного оборудования
На рис. 8.4, где представлена ячейка бережливого производства, мы видим иную картину. Оборудование сгруппировано в соответствии с потоком материала по мере его превращения в готовое изделие. При этом оборудование размещено в форме буквы U, так как такая компоновка способствует эффективному перемещению материалов и людей и облегчает обмен информацией. Можно организовать ячейку в виде прямой линии или буквы L. В данном случае мы показали траекторию движения двух человек, которые обслуживают ячейку. Что делать, если спрос снизится вдвое? Оставьте на ячейке одного оператора. Что делать, если спрос удвоится? Поставьте на обслуживание ячейки четырех человек. Разумеется, для того чтобы обслуживать разные технологические операции, люди должны быть подготовлены к совмещению профессий, таковы требования заводов Toyota.
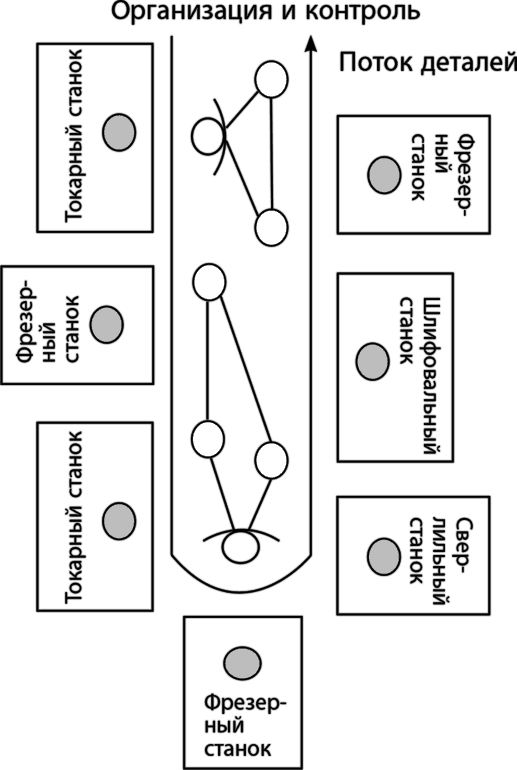
Рис. 8.4. U-образная ячейка для потока единичных изделий
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
2.1. Понятие материального потока
2.1. Понятие материального потока Человек может смотреть бесконечно на горящий огонь, текущую воду и работающего человека. Все перечисленное относится к потокам. Поток – это количество вещества, информации, денежных средств, перемещаемых в единицу
Кража и подмена комплектных изделий
Кража и подмена комплектных изделий Еще один известный метод мошенничества в автосалонах — замена входящего в комплект поставки автомобиля оборудования либо откровенная кража комплектных изделий. Злоумышленники осуществляют такие аферы в основном благодаря
Клеймение ювелирных изделий
Клеймение ювелирных изделий Правила клеймения ювелирных изделий зафиксированы в Постановлении Правительства Российской Федерации «О порядке опробования и клеймения изделий из драгоценных металлов» № 643 от 18.06.1999 и в Инструкции по осуществлению пробирного надзора,
Стоимость ювелирных изделий для целей залога
Стоимость ювелирных изделий для целей залога В общем случае залоговая служба при определении рыночной стоимости ювелирных изделий в качестве точки отсчета использует балансовую стоимость, отраженную в бухгалтерской отчетности организации, или закупочную стоимость в
КВАДРАНТ ДЕНЕЖНОГО ПОТОКА
КВАДРАНТ ДЕНЕЖНОГО ПОТОКА КВАДРАНТ ДЕНЕЖНОГО ПОТОКА просто показывает различия в том, как создается доход в квадранте Р (работающих по найму), C (лиц, работающих сами на себя, и владельцев мелкого бизнеса), Б (владельцев крупного бизнеса) и И (инвесторов). Эти различия
Три модели денежного потока
Три модели денежного потока Как было сказано в книге «Богатый папа, бедный папа», существуют три основные модели денежного потока: одна для богатых, одна для бедных и одна для среднего класса.Вот модель денежного потока бедных: Это модель денежного потока
Квадрант денежного потока
Квадрант денежного потока Давайте начнем с азов. Я постоянно возвращаюсь к КВАДРАНТУ ДЕНЕЖНОГО ПОТОКА, потому что он позволяет проиллюстрировать многие аспекты бизнеса. С его помощью легче понять, почему многие предприниматели мелко мыслят. В этом нет их вины. Просто
Базовый принцип – поток единичных изделий
Базовый принцип – поток единичных изделий Когда в 1950-е годы Ейдзи Тоёда и его менеджеры на 12 недель отправились в учебную поездку по заводам США, они думали, что будут поражены прогрессом в производстве. Неожиданно для себя они обнаружили, что технологии массового
Время такта: пульс потока единичных изделий
Время такта: пульс потока единичных изделий В соревнованиях по гребле важную роль играет рулевой, который сидит на корме и покрикивает «и раз, и раз, и раз». Он координирует деятельность всех гребцов, следя за тем, чтобы они действовали слаженно и гребли с одной скоростью.
2.1. Сущность денежного потока
2.1. Сущность денежного потока Образно денежный поток можно представить как систему «финансового кровообращения» хозяйственного организма предприятия. Эффективно организованные денежные потоки предприятия являются важнейшим симптомом его «финансового здоровья»,
Концентрация потока
Концентрация потока Рост в потоке представляет собой не что иное, как ведение бесед с использованием вопросов и подходов, обсуждаемых в этой книге. Теперь у вас есть все, чтобы, поймав момент, превратить его в возможность для развития.Задайте вопрос (любой), чтобы
Установление потока производства
Установление потока производства При вытягивающем производстве все процессы должны быть перестроены таким образом, чтобы обрабатываемая деталь проходила через рабочие станции в той последовательности, в которой идут производственные процессы. Поскольку часть
Советы по поводу денежного потока
Советы по поводу денежного потока Денежный поток для бизнеса – это то же самое, что кровь для человеческого тела. Ничто не может так пагубно отразиться на бизнесе, как неспособность однажды в пятницу выплатить заработную плату. Правильное управление денежным
Глава 6 Увеличение входящего потока
Глава 6 Увеличение входящего потока Знаете ли вы, во сколько вам обходится клиент? После проведения какой-либо рекламной кампании или акции очень важно все подсчитать: сколько человек пришло, сколько денег они оставили в вашей клинике. Затем поделите сумму, которую вы
«Ассортимент изделий – это наше основное отличие»
«Ассортимент изделий – это наше основное отличие» Эльмхульт «Блосиппан» находится в самом центре Эльмхульта и с виду похож на здание, в котором в Швеции обычно размещается администрация коммуны. Три этажа, фасад покрыт белой штукатуркой, красная отделка. Вывеска на