Один день из жизни лидера группы Toyota Motor Manufacturing, Кентукки
Один день из жизни лидера группы Toyota Motor Manufacturing, Кентукки
Первоочередные задачи управления производством в Toyota Motor Corporation – это безопасность, качество и дисциплина поставок, – именно в таком порядке. Чтобы добиться качества, необходима безопасность. Чтобы обеспечить своевременные поставки, нужны безопасность и качество. В данном случае предполагается, что планируемый уровень затрат и объем производства уже обеспечены. Вторая важная задача руководителя низового звена – это развитие членов команды. Он должен быть готов обучать лидеров команд производственной системе Toyota (TPS), что позволит им при необходимости взять на себя его функции.
В свое время Стив Буркхалтер был лидером группы в Toyota Motor Manufacturing, Кентукки. Теперь он работает консультантом, помогая компаниям внедрять систему управления, подобную той, что применяет Toyota. Стив, хорошо знакомый с практикой управления и обучения в Toyota, делится своим опытом:
Основа производственной системы Toyota – это культура, которая требует взаимного уважения и доверия между членами команды и руководством. Система опирается на совокупность своего рода мини-компаний, каждой из которых руководит лидер группы. Показатели их деятельности согласуются с общими целями компании. В группе, образующей мини-компанию, бывает до пяти команд (в этом случае в ней один лидер и пять лидеров команд), а в каждой команде – до семи членов (их число зависит от подразделения).
Член команды, который хочет получить повышение и стать лидером команды, лидером группы или менеджером, должен пройти соответствующий курс обучения TPS. Он должен владеть такими инструментами и методами, как визуальный менеджмент, стандартизированная работа, решение проблем, быстрая переналадка, всеобщий уход за оборудованием, канбан, хейдзунка, дзидока и др.
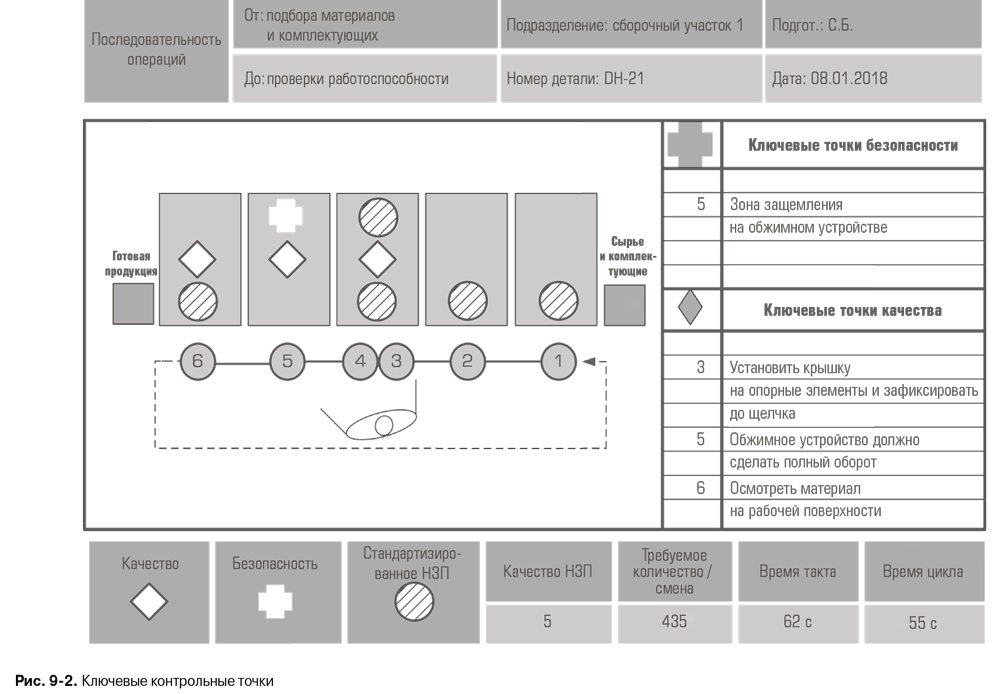
Один из важнейших инструментов TPS – стандартизированная работа. Ее основные ориентиры – это стандарты качества и безопасности. Они служат для членов команды ключевыми контрольными точками при осуществлении процесса. Примеры таких контрольных точек, которые перечислены в ведомости стандартизированной работы, показаны на рис. 9–2.
Пройдя тренинг по производственному инструктажу, лидеры команды после проверки лидером группы получают право передавать свои знания другим и начинают обучать членов команды. Такой подход к обучению помогает «встраивать качество в стандартизированную работу». После обучения стандарту члены команды знают, как изготовить конкретный узел и какие ключевые точки безопасности и качества нужно проверить, выполнив соответствующую операцию.
Лидер группы начинает свой день с совещания-летучки, где сообщает новости компании, ставит задачи на предстоящий день, рассказывает о проблемах с качеством (по данным поставщиков или предыдущей смены), об изменениях в расстановке персонала, о текущих проектах и выражает признательность членам команды, проявившим себя.
Лидер группы уже распланировал свой день и активно проверяет условия безопасности, соблюдение стандартов качества, функционирование систем поддержки и выполнение проектов с участием лидеров команд. Кроме того, по запросу менеджера он составляет отчеты к собраниям персонала, которые проводятся ежедневно. Лидер группы имеет при себе пейджер, чтобы поддерживать связь с лидерами команд и лидерами групп при появлении проблем.
Лидеров групп всегда можно найти в гемба. Стандарт – отправиться в гемба, чтобы увидеть происходящее своими глазами, собрать факты и решить проблему. Он «управляет, обходя рабочую зону» – именно так работает визуальный менеджмент. Чтобы позвать лидера группы на помощь, члены команд используют андон, который представляет собой световые или иные визуальные сигналы. Такие сигналы подаются десятки раз каждый день.
Член команды подает сигнал андон в следующих случаях:
• Невозможно правильно выполнить стандартизированную работу.
• Исходный материал или комплектующие не соответствуют установленным требованиям.
• Время цикла станка превышает время такта.
• Нехватка деталей, поступающих от поставщика, заставляет потребителя ждать.
• Проверка качества поступающих деталей показала, что на предыдущих операциях допущена ошибка.
• Механизм пока-ёкэ остановил станок, обнаружив дефект.
• Отходы и простои из-за сломанных инструментов.
Все проблемы документируются, и после анализа первопричин принимаются контрмеры. Вспомогательные группы (проектирования и техобслуживания) знают свои функции по обеспечению потребностей производства.
Обходя рабочую зону, лидер группы обсуждает с людьми не только дела, но и их увлечения и интересы. Ежеквартально он организует различные мероприятия, в которых участвуют члены команд и их супруги. Это сплачивает коллектив.
Еще одна функция лидера группы – наставничество. С его помощью члены команды поднимаются по служебной лестнице. Ежегодно он проводит аттестацию членов команды, оценивая темпы их развития. Основное внимание во время аттестации уделяется знанию производственной системы Toyota и коммуникационным навыкам.
Одна из основных функций лидера группы – ежедневно оценивать эффективность работы группы и разрабатывать проекты, которые помогают достичь годовых целей. Обязанности лидера группы таковы:
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Один день из жизни
Один день из жизни Меня часто спрашивают, как мне удается находить удачные инвестиции. Сейчас я опишу один день из своей жизни, являющий собой пример того, как я держу открытыми глаза и уши и благодаря этому нахожу на рынке хорошие инвестиции. Каждый день, независимо
Один день с валютной парой EUR/USD
Один день с валютной парой EUR/USD Почасовой график ценовых диапазонов движения файбера (вы уже знаете, что это EUR/USD, не так ли?) распланирован по 24-часовой разбивке, увязанной с Восточным стандартным временем. При анализе графика не забывайте о времени начала и завершения
Один день с валютной парой EUR/USD
Один день с валютной парой EUR/USD Почасовой график ценовых диапазонов движения файбера (вы уже знаете, что это EUR/USD, не так ли?) распланирован по 24-часовой разбивке, увязанной с Восточным стандартным временем. При анализе графика не забывайте о времени начала и завершения
5. Один счастливый день из жизни профессионального фрилансера
5. Один счастливый день из жизни профессионального фрилансера В этой главе я покажу вам несколько картинок счастливой, обеспеченной, свободной жизни, которой можно достичь с помощью фриланса. Используя закономерности и определенную технологию ведения своего бизнеса в
Первый американский президент Toyota Motor Manufacturing
Первый американский президент Toyota Motor Manufacturing Подход Toyota требует, чтобы решения принимались медленно, с учетом всех возможных альтернатив (см. главу 19, посвященную немаваси), поэтому неудивительно, что создание первого американского завода Toyota NUMMI, а потом завода в
23. УДЕЛИТЕ ОДИН ДЕНЬ СВОЕМУ ГОЛОСУ
23. УДЕЛИТЕ ОДИН ДЕНЬ СВОЕМУ ГОЛОСУ Многим ораторам никогда не приходилось слышать свой собственный голос. Обычно, когда его впервые записывают на пленку, они никак не могут поверить: «Это я? Неужели мой голос действительно так звучит?»ИДЕЯ: попробуйте день-два послушать
VIII. Думайте минимум один час в день
VIII. Думайте минимум один час в день Проводите минимум один час в день, размышляя, планируя, мечтая, рассчитывая. Проанализируйте свои цели. Изучите возможности. Оцените тяжесть проблем. Записывайте идеи. Мысленно представьте себе, как вы предлагаете товар клиенту или
Кайдзен в Toyota Astra Motor Company
Кайдзен в Toyota Astra Motor Company В предыдущей главе были рассмотрены роли мастеров. Не менее важна и тема их ответственности. На каждом крупном промышленном предприятии есть несколько уровней управления в гемба, и определение ролей и ответственности руководителей среднего
Выгоды от кайдзен в Toyota Astra Motor
Выгоды от кайдзен в Toyota Astra Motor После 25 лет использования оказалось, что культура кайдзен твердо внедрена в Toyota Astra Motor в Индонезии. В 1995 году среднее число предложений равнялось семи на человека в месяц. Это лучше, чем в большинстве японских компаний. По оценкам менеджмента,
Приложение А Производственное планирование, позволяющее Toyota Motor координировать работу своих дилеров и поставщиков автодеталей[9]
Приложение А Производственное планирование, позволяющее Toyota Motor координировать работу своих дилеров и поставщиков автодеталей[9] Координация работы автомобилестроителей и дилеров Процесс разработки автомобилестроителями производственных планов на основе
«Не пытайся прожить жизнь за один день»
«Не пытайся прожить жизнь за один день» Эта еврейская пословица напрямую связана со страхом смерти.Страх смерти обходится очень дорого. E – пусть неосознанно – боится, что жизнь слишком коротка и он не успеет сделать все, что хочет, прежде чем наступит вечная тьма. Он
Один клиенте день
Один клиенте день Обычно плотный рабочий день над различной рекламой, маркетингом, рассылками приносит одного клиента. Если вас еще не знают, а консалтинг в вашей теме продается плохо, то эта цифра будет корректироваться.Если это не первое ваше дело, то обычно день работы
Один день из жизни генерального директора
Один день из жизни генерального директора Генри Минцберг – член небольшой группы исследователей, работающих для того, чтобы показать нам тайный мир генеральных директоров. С тех пор как он 40 лет назад начал работать в этой области, Минцберга называют «гуру менеджмента».
Один день из жизни
Один день из жизни Моя первая встреча была запланирована на 8:00. Я должен был поговорить с Эрином и Карлом. Просмотрев записи в секции «Дневник», я освежил в памяти те вопросы, которые хотел обсудить с ними. В этом разделе очень удобно составлять планы собраний. Эрин
Один день из жизни экстраверта
Один день из жизни экстраверта Джулия Гилберт, старший вице-президент компании Best Buy (на момент интервью), рассказала мне, как проходит ее рабочий день. Кстати, она считает себя ярко выраженным экстравертом. Сейчас Гилберт – директор основанной ею же компании WOLF (Women’s
День 4. Готовность номер один
День 4. Готовность номер один На сегодня у вас должно быть сделано несколько важных вещей. Во-первых, вы подняли цены на основной продукт. Во-вторых, написали план следующего платного информационного продукта. В-третьих, составили для него продающий текст. В-четвертых,