Выдержки из доклада[14] рабочей группы, изучавшей автоматизированные прессовые производства в Японии в декабре 1981 г.
Выдержки из доклада[14] рабочей группы, изучавшей автоматизированные прессовые производства в Японии в декабре 1981 г.
А. Сооружения и оборудование
1. Завод и его оборудование. Штамповочные прессы спроектированы удобно. Они компактны, у них более совершенная система управления и обслуживания (частично механизированная), и кроме быстрой смены штампов они имеют дополнительные возможности.
2. Исключительная чистота и порядок. Чистота на территории завода была поразительная. Чистые проходы между станками, оборудование без признаков пыли, ни соринки на крашеном цементном полу, сотрудники в белой или пастельных тонов цеховой униформе с головными уборами – обычное явление. На полу ни капли масла, не валялась ветошь, инструменты, стружки, обрезки металла, окурки и прочий мусор – и так было везде.
Японцы свято верят, что атмосфера чистоты улучшает качество.
Б. Производственные операции
2. Минимум запасов и складских помещений. Многократно описанная система поставок «точно вовремя» (известная как «канбан» на заводах Toyota и под другими названиями в разных странах) внедрена всюду. Штамповки, узлы и сборки отгружаются прямо на автосборочную линию несколько раз в день. Грузовики с откидными бортами въезжают в сборочный цех и выгружают контейнеры с деталями у рабочих мест без входного контроля и подсчета. Полученные детали монтируются на автомобили.
Практически полное отсутствие запасов позволяет сэкономить около 30 % площадей в сравнении с аналогичными автосборочными производствами в США.
Ту же философию малых запасов исповедуют и на заводах, производящих штамповки по контрактам с фирмой. Стальные рулоны и прокат поступают от производителей стали несколько раз в неделю. Относительно малые площади, занимаемые заводом, оставляют немного места для складов, поэтому запасы обычно оборачиваются менее чем за неделю.
3. Быстрая переналадка. Штампы обычно меняются от трех до пяти раз в смену даже на самых больших прессах. Приверженность к быстрой переналадке достигает почти невероятных пропорций. Исключительно быстрая смена штампов стала возможной благодаря использованию стандартизованных наборов штампов, прокладок и держателей, стандартизованной высоты хода пуансона, частому использованию рольгангов, талей, тельферов и других средств механизации.
Время смены штампов, даже на самых больших прессах, редко превышает 12–15 минут. В качестве примера можно привести линию из пяти прессов, включающую один 500-тонный, которая была переналажена на производство совершенно другой детали за рекордное время около двух с половиной минут.
4. Высокий коэффициент использования оборудования. Относительно высокий коэффициент использования – примерно от 90 до 95 % – это правило. Исследование, охватывающее примерно 1000 прессов, выявило малое количество простаивающих или резервных станков, отсутствие прессов, ждущих ремонта, как и штампов в ремонте. Это яркое свидетельство эффективного профилактического обслуживания.
5. Нет избыточной смазки. Используется лишь минимум смазки, необходимый для успешного производства. Широко распространена точечная смазка, нормой является предварительная смазка (на основе воска или масла). В результате потери смазки минимальны, потребность в очистке деталей уменьшается, не пачкаются оборудование, люди или пол.
6. Здоровье и безопасность. Строго соблюдаются правила защиты глаз, твердые каски используются повсеместно. Другая защитная одежда состояла из тяжелого передника на участках точечной сварки и штамповки.
Для защиты станков предохранительные решетки используются довольно редко, зато широко применяются сенсорные приспособления. Не обнаружилось ни одного выталкивающего приспособления. Было замечено, что в практике установки штампов практически отсутствуют повторные измерения и подгонка по месту. Отсутствовали приспособления для вколачивания штампа.
7. Время работы. Обычно заводы работают в две 8-часовые смены, которые разделяет 4-часовой интервал для профилактического обслуживания оборудования, уборки помещений и основного ремонта штампов. В периоды увеличения выпуска рабочий день состоит из двух 10-часовых смен, разделенных 2-часовыми интервалами.
8. Производство и контроль качества. Штамповочное оборудование работает в обычном скоростном режиме, но поскольку время простоя прессов гораздо меньше, выход в расчете на человеко-час получается гораздо больше, чем у американских производителей. Упор на механизацию и широкое распространение простых устройств для перемещения деталей тоже повышает производительность.
Контроль качества – это то, чем они одержимы. Операторы оборудования берут на себя прямую ответственность за качество продукции. Доля отходов и брака, как правило, держится на уровне одного процента, а то и ниже.
В. Рабочая сила
1. Обучение. В общем, японские заводские рабочие явно лучше обучены, их навыки разнообразнее, и они обладают большей гибкостью при выполнении рабочих заданий, чем их коллеги в США. Сами операторы, как правило, производят мелкий ремонт, обслуживают станки, собирают данные о работе станков, контролируют число деталей.
Очевидно, компании рассматривают своих сотрудников как наиболее важный конкурентный ресурс, поэтому задают им четкую целевую ориентацию, как, впрочем, и подготовку для овладения конкретными навыками, которая далеко выходит за рамки стандартной практики в США.
2. Вовлечение персонала. Производственные рабочие обычно участвуют в принятии оперативных решений, включая планирование, постановку целей и мониторинг результатов. Их поощряют вносить предложения и брать на себя относительно большую долю ответственности за общий результат. Повсеместно распространены широко известные «кружки качества», представляющие собой небольшие команды по 5–15 человек. Благодаря эффективному диалогу с менеджментом усиливается позитивный командный дух вместе с глубокой преданностью и высокой мотивацией. На заводе исключительно широко используются визуальные средства коммуникации – плакаты, знаки, рисунки.
Обычно профессиональные союзы создаются в компаниях, а не в отраслях промышленности, и совершенно ясно, что их интересы связаны с успехом компании. Следовательно, рабочая практика представляется менее ограниченной и появляется возможность улучшения личной производительности.
Г. Отношения с потребителем
1. Делать или покупать? Как говорят наши хозяева, японские производители автомобилей покупают 70–80 % (в денежном исчислении) необходимых штамповок по контракту у компаний, их производящих, а остальные 20–30 % делают сами. В США все происходит с точностью до наоборот.
Японские производители автомобилей, видимо, полагают, что отделу закупок легче управлять качеством, дисциплиной поставок, запасами и относительными затратами, закупая товар на стороне, а не производя его самостоятельно.
2. Отношения взаимной поддержки. Автомобилестроители и их продавцы находятся скорее «в объятиях» друг друга, чем на «расстоянии вытянутой руки», когда контроль со стороны потребителя – самое главное. В некоторых случаях производитель автомобилей настаивает, чтобы поставщик штамповок по контракту работал только с ним. Это ведет к концентрации производства у относительно небольшого числа долгосрочных поставщиков и обусловливает особый тип взаимозависимых отношений, в которых поставщики-фавориты становятся так называемыми бизнес-партнерами.
Завязанные в тугой узел отношения потребителя с поставщиком предполагают щедрое вознаграждение поставщику за достижения. Наказание за ошибку, однако, разрушительно.
Контракты на производство обычно долговременные (до шести лет) и могут включать требования проектирования и испытания продукции. Эти контракты неизменно содержат строгие требования. Это: 1) исключительно высокие требования к качеству; 2) надежные поставки «точно вовремя»; 3) точные количества: ни больше, ни меньше и 4) непрерывное совершенствование производительности и как результат постоянное снижение затрат.
Цены на сталь обычно остаются неизменными в течение года.
Д. Заключения
Постоянным было ощущение, что позитивные рабочие отношения между поставщиками стали, контрактными производителями штамповок, профсоюзами и производителями автомобилей способствуют росту производительности, а не мешают ему, что свойственно американским производителям при возникновении конфликтных отношений между указанными группами. Существует общая, объединяющая преданность достижению конкурентного совершенства всей японской производственной системы, которая практически отсутствует здесь (в США. – Прим. пер.).
Эта преданность распространяется от высшего исполнительного руководства крупнейших компаний до сотрудников низшего звена самых малых компаний и направляет все усилия к общей цели. Таким образом, они достигают минимизации потерь во всех видах: 1) человеческих, материальных и денежных ресурсов; 2) времени.
Они основывают свое преимущество на самом важном конкурентном ресурсе – людях. Японцы обучают, мотивируют их и управляют ими с особенной эффективностью.
5. Постоянно и непрерывно совершенствуйте систему производства и обслуживания. Одна из мыслей этой книги в том, что качество надо встраивать в продукцию на стадии проектирования. Когда планы уже реализуются, изменять что-то слишком поздно. Каждый продукт следует рассматривать как единственный в своем роде, и есть лишь один способ добиться оптимального успеха. Командная работа над разработкой продукции, как показано ранее, – это основа. Надо непрерывно совершенствовать методы испытаний и неизменно прислушиваться к нуждам потребителя и проверять, верно ли он использует продукцию.
Мы повторяем здесь, что качество начинается с цели, которая задается менеджментом. Эту цель надо транслировать в планы, технические условия, испытания, в стремление дать потребителю желаемое качество, и за все это ответствен менеджмент.
Дальше в процессе создания продукции нужно постоянно снижать потери и непрерывно улучшать каждое действие в закупках, транспортировке, конструировании, обслуживании оборудования, размещении предприятий и служб, продажах, методах распространения, контроля, переобучения, учета, оплате труда, обслуживании потребителей. При непрерывном совершенствовании статистические распределения основных характеристик качества деталей, материалов и услуг становятся настолько узкими, что границы допусков скрываются за горизонтом и становятся ненужными.
Мы в Америке беспокоимся о допусках: попасть бы в стандарт. Японцы же, напротив, заботятся об однородности, работая так, чтобы разброс относительно номинального значения, скажем диаметра в 1 см, становился с каждым разом все меньше (предложено Джоном Бетти, компания Ford Motor).
Это утверждение согласуется с моделью, предложенной Г. Тагути много лет назад, которая предсказывает, что затраты будут уменьшаться с ростом качества[15]. (Продолжение см. главу 3.)
Прямое вложение огромных денежных сумм в качество не дает качества. Знаниям нет замены. Но перспектива использования знаний пугает (пункт 8).
Менеджмент компании, одержимый страстью к переменам, должен постоянно стремиться к овладению 14 пунктами и к пониманию и искоренению смертельных болезней и препятствий из главы 3. (Продолжение в пункте 14)
Каждый может задать себе вопрос, что он сделал сегодня для продвижения в собственном познании и в навыках своей работы и как он улучшил самообразование, чтобы получать большее удовлетворение от жизни.
Делается ли каждая работа в цехе сегодня лучше, чем прежде? Совершенствуются ли методы, которые позволяют понять, что требуется каждому новому потребителю? Происходит ли непрерывное совершенствование материалов, методов подбора новых сотрудников, навыков людей на рабочих местах, повторяющихся действий?
Подслушано мною и доктором Нельсоном.
Менеджер в цехе. Мы делаем всего лишь около 25 штук за один прием. Как же мы можем воспользоваться контролем качества?
Доктор Нельсон. Вы думаете не о том. Вы размышляете над тем, как в конце измерить потери и производительность. Лучше работать над процессами, над оборудованием, материалами и комплектующими, которые используются в производстве вашей продукции, и над вашими процедурами испытаний этих комплектующих, прежде чем они войдут в состав конечной продукции. Кроме того, и это очень важно, находятся ли ваши испытания готовой продукции в состоянии статистической управляемости? Если нет, они введут вас в заблуждение.
Любой только что открытый отель (построенный и оснащенный) должен быть лучше, чем возведенный ранее, чем открытый год назад, чем два года назад. Почему бы нет? Зачем снова и снова повторять одни и те же ошибки? Почему старые отели предпочитают новым?
Демонстрируют ли строительные компании, возводящие отели, больницы, офисы, жилые дома, непрерывное совершенствование методов планирования и работы? (Продолжение в пункте Единственный в своем роде и в главе 7.)
Есть ли улучшения в работе специалистов-сметчиков в автотранспортных и железнодорожных компаниях от года к году? (Дополнение в главе 7.)
Никогда не заканчивающееся совершенствование производства означает постоянную работу с поставщиками, направленную на выбор в конечном счете одного поставщика и одной точки отгрузки для каждого изделия (пункт 4).
Улучшение процесса подразумевает в том числе лучшее распределение человеческих усилий. А это предполагает отбор людей, распределение их по рабочим местам, обучение, чтобы дать каждому, включая производственных рабочих, шанс улучшить свои знания и самым лучшим образом применить свои таланты. Это означает также разрушение барьеров, мешающих гордиться своим мастерством и производственным рабочим, и менеджерам, и инженерам (пункт 12).
Погасить пожар вовсе не значит улучшить процесс. Выявление и устранение особых причин вариации, определяемых точками, выходящими за границы контрольной карты, тоже не улучшение. Это просто возвращение процесса туда, где он и должен был находиться с самого начала (глубокое замечание доктора Джозефа Джурана, сделанное много лет назад).
Улучшение процесса может потребовать изучения данных, чтобы узнать больше о влиянии изменений температуры, давления, скорости, материалов. Инженеры и химики, цель работы которых – улучшение процесса, могут реализовать изменения и посмотреть на результат.
Причину отказов, которые появляются периодически или кажутся связанными с некоторыми повторяющимися событиями, обычно легко проследить. Надо прослеживать периодические изменения любых свойств.
Корректировка процесса, находящегося в статистически управляемом состоянии, связанная с появлением отказа или ошибки, как если бы они возникли в результате явной сиюминутной причины, породит только новые трудности, а вовсе не устранит старые (это теорема, сформулированная Ллойдом Нельсоном; см. главу 3). Границы допуска – это не границы действий (см. главу 11).
Огромные преимущества системы канбан (поставка «точно вовремя») заключаются в дисциплине, на которой она зиждется, – процесс статистически управляем, количество, качество и непрерывность предсказуемы.
6. Введите обучение на рабочих местах. Обучение надо полностью перестроить. Менеджмент нужно обучать так, чтобы он знал о компании все – от требующихся исходных материалов до потребителей. Центральная проблема – потребность в понимании вариации.
Менеджмент должен понимать и устранять проблемы, которые мешают производственным рабочим получать удовлетворение от работы (пункт 12а).
Японский менеджмент в силу своей природы имеет важные преимущества перед американским стилем руководства. Японский менеджер начинает карьеру с длительной работы (от 4 до 12 лет) в цехах и других подразделениях компании. Он понимает производственные проблемы изнутри. Он работал в подразделении закупок, бухгалтерии, отделах распространения и продаж.
Люди обучаются по-разному. Одним трудно учиться по письменным документам (дислексия). Другим – обучаться на слух (дисфазия). Некоторые люди лучше всего воспринимают рисунки, другие – усваивают навыки с помощью подражания, а третьи – комбинируя эти методы.
Сколько людей были уволены из армии из-за кажущегося неподчинения устному (вербальному) приказу, в то время как они просто не воспринимали слова на слух.
Производственный рабочий (запись): Они тебя не обучают. Самое большее, что они делают, так это ставят тебя у станка и говорят: «Давай работай!»
– Нет никого, кто бы вас учил?
– Коллеги помогают мне, но у них есть и своя работа.
– А у вас есть мастер?
– Он ничего не знает.
– Разве обучать вас – это не его работа?
– Если вам нужна помощь, разве вы пойдете к тому, кто выглядит глупее вас? Хотя он и носит галстук, но ничего не знает.
– Выходит, что галстук не помогает?
– Нет.
Большие проблемы с обучением и лидерством в Соединенных Штатах возникают из-за податливости правил, определяющих, какая работа приемлема, а какая нет. Эти правила слишком часто зависят от того, есть ли у мастера трудности с выполнением количественного дневного плана производства.
Самые большие потери в Америке возникают из-за неумения использовать человеческие способности. Стоит лишь послушать запись встречи с производственными рабочими, чтобы понять, что их угнетает и что бы они хотели изменить. Поразительно, как ясно большинство из них выражает свои мысли, и это несмотря на то, что наше обучение находится под огнем критики.
Деньги и время, потраченные на обучение, не принесут эффекта до тех пор, пока не исчезнут преграды на пути к хорошей работе (пункт 12). При обучении на работе надо изучать потребности потребителей; см. пункт 14. (Предложено Уильямом Шеркенбахом.)
Также следует заметить в связи с пунктами 6 и 13, что деньги, потраченные на обучение, в отличие от средств, затраченных на оборудование, не дают осязаемого вклада в стоимость материальных активов компании в рамках традиционной бухгалтерской практики. (Предложено Брайаном Джойнером.)
Примечание. Между пунктами 6 и 13 есть существенное различие. Пункт 6 относится к базовому обучению управленцев и новых сотрудников. А пункт 13 говорит о непрерывном образовании и улучшении всех на предприятии – о самоулучшении.
7. Учредите лидерство. Работа менеджмента – это не надзор, а лидерство. Менеджмент должен работать с источником улучшений – с целями, намерениями в области повышения качества продукции и услуг, с их превращением в свойства конструкции и конкретной продукции. Преобразование западного стиля менеджмента требует, чтобы руководители стали лидерами. Сосредоточенность на выходах (управление на основе голых чисел, управление по целям, производственные нормы и задания, попадание в допуски, нуль дефектов, аттестация персонала) нужно упразднить, заменив ее лидерством. Вот несколько предложений.
А. Разрушьте барьеры, которые мешают рабочим трудиться так, чтобы можно было гордиться своим мастерством (пункт 12).
Б. Лидеры должны знать работу своих подопечных. Их надо наделить полномочиями и правом информировать высшее руководство о требуемых изменениях (хронические дефекты, неисправные, неухоженные станки, плохие инструменты, расплывчатые определения приемлемого уровня квалификации, акцент на числа, а не на качество). Менеджмент должен внедрять предложенные корректировки. В большинстве организаций это лишь праздный разговор, поскольку начальство ничего не знает о работе.
В. Еще один пример, иллюстрирующий неправильное понимание лидерства, привел мне мой друг Дэвид Чамберс. Мастер отбирала для изучения изделия с дефектами, которые допустили семь ее сотрудников в течение дня. Обычно за полчаса до окончания рабочего дня она тщательно и терпеливо анализировала вместе со своими семью сотрудниками каждое дефектное изделие, сделанное сегодня. Эти семь сотрудников считали ее замечательным мастером, и так же думали все остальные.
Но дело в том, что система была стабильна.
Что же было не так? Ошибки совершали не эти семь человек, их делала система. Рабочие для каждого сбоя и промаха искали особую причину, вместо того чтобы работать над совершенствованием системы. Они применяли правило 2 или правило 3 эксперимента с воронкой (см. главу 11), лишь ухудшая положение и гарантированно обеспечивая себе в будущем более высокий уровень трудностей. Мы еще увидим множество примеров этой ошибки – что же, люди просто стараются сделать как лучше. Откуда бы им знать, что нужно делать? Ясность внесут главы 8 и 11.
Г. Менеджер сборочного завода каждое утро собирает 30 своих мастеров, чтобы с немецкой тщательностью рассмотреть все ошибки предыдущего дня. Он делал ту же самую ошибку, рассматривая каждый отказ и каждый промах как особый случай, чтобы отследить его и устранить. Как и в предыдущем случае, оказалось, что большинство его систем были стабильны. Значит, этим он просто ухудшал положение вещей, гарантируя рост проблем в будущем. Но откуда он мог знать об этом?
Д. Прошли те времена, когда мастер подбирал людей, обучал их, помогал им, работал вместе с ними. Он знал работу. Сегодня 19 мастеров из 20 никогда не делали сами работу своих подопечных. Они не участвуют в подборе персонала и не могут научить людей или помочь им, поскольку эта работа так же в новинку для мастера, как и для новичков. Мастер может считать. Следовательно, его работа сводится к числам, нормам: сколько изделий сделано сегодня, а сколько за месяц. А в конце месяца для итога в дело идет все, несмотря на качество. Некоторые мастера пытаются сами научиться хоть чему-нибудь из того, что делают подчиненные, и эти усилия помогают смягчить враждебность между производственными рабочими и лидерами. Но большинству не удается завоевать доверие людей, которыми они руководят, поскольку они могут рассуждать только о цифрах и неспособны помочь производственным рабочим улучшить их работу. (Предложено Джеймсом Баккеном из компании Ford.)
Е. Боюсь, что мастерами в цехах многих компаний работают мальчики и девочки из колледжей, для которых это просто начало карьеры, и они не задерживаются больше полугода на одном месте. Они достаточно умны, и некоторые из них действительно пытаются изучить работу, но чему вообще можно научиться за шесть месяцев? Легко понять негодование опытного рабочего, который подходит к мастеру с вопросом, а в ответ получает смущенную улыбку. Вчерашний студент не понимает проблемы и ничего не сможет с ней сделать, если даже попробует.
Ж. В большинстве случаев управление сводится к использованию порядковых чисел и процентов. Вот примеры заблуждений:
Любой, чья производительность ниже средней, – источник потерь.
Любой, чья доля дефектов выше средней по компании, – источник потерь.
Всем следует достичь средних показателей.
Некоторые лидеры забывают важную математическую теорему о том, что если 20 человек выполняют работу, то двое из них (не важно кто) попадут в нижние 10 %. Трудно опровергнуть закон всемирного тяготения и другие законы природы. Проблема не в том, что есть нижние 10 %, а в том, кто в статистическом смысле выходит за границу и нуждается в помощи (глава 3).
Примеры из повседневной жизни. Половина наших президентов имела показатель выше среднего (из San Diego Union, 21 February 1983, p. C-2):
Историки ранжируют американских лидеров – прошлых и настоящих Боб Дворчак
«В общем, нам повезло с лидерами, результаты которых были выше среднего», – говорит Роберт Мюррей, который свел в таблицу ответы 970 историков, участвовавших в опросе.
Профессор истории Университета штата Пенсильвания говорит: «Нам просто чертовски везло, учитывая довольно случайный способ выбора президента. Историки определили, что почти каждый из четырех был великим или близок к великим и более чем у половины результаты были выше среднего».
Примечание. Величие достигается при попадании в верхние 25 %.
Поразмышляйте над смыслом доклада Комиссии по регулированию в атомной энергетике (Wall Street Journal, 14 September 1981; мое внимание на него обратил Роберт И. Льюис, опубликовавший заметку в New York Statistician, May – June 1982):
Комиссия по регулированию в атомной энергетике, составив рейтинг атомных станций, 15 из них дает оценку «ниже среднего» Собственный корреспондент Wall Street Journal
Вашингтон. Ядерные реакторы 15 из 50 национальных атомных электростанций не соответствуют стандартам Комиссии и станут объектами повышенного внимания федеральных инспекторов.
Персонал Комиссии на основе результатов исследования, завершенного в конце прошлого года, пришел к выводу, что 15 атомных электростанций находятся «ниже среднего» по общим показателям, включая обслуживание, радиационную и пожарную безопасность и контроль со стороны менеджмента.
Представитель Комиссии заявил: «…задачей этого исследования было создание условий для концентрации контроля на тех станциях, показатели которых ниже среднего».
«Ниже среднего» в отчете Комиссии[16], видимо, означает «неудовлетворительно». Но каким критериям эти электростанции не удовлетворяют? Очевидно, Комиссия не воспользовалась методами глав 3 и 11, чтобы решить, какие реакторы вышли из статистически управляемого состояния. Не предложили они и непрерывно совершенствовать все реакторы.
Цель системы надзора за атомными электростанциями, как, впрочем, за любыми другими объектами, заключается в том, чтобы улучшать их. Как бы ни проводилась инспекция, всегда найдутся станции с показателями ниже среднего. Конкретные действия по исправлению показаны только для тех станций, которые в соответствии со статистическими критериями выйдут за пределы управляемости, т. е. могут рассматриваться как «выбросы».
Еще один пример (приведен менеджером по маркетингу). Автомобильная компания имеет трех дилеров в Дейтоне. Один из них демонстрирует результаты ниже среднего значения для трех (это не шутка!). Его результаты рассматриваются как безусловно неудовлетворительные. С этим надо что-то делать. Не исключено, что нам следует настоять на том, чтобы он продал свой бизнес, тогда мы могли бы его заменить.
Примеры предложений по способам улучшения лидерства появляются на многих страницах этой книги.
Снова пример (из Wisconsin State Journal, 11 March 1983, предложено Брайаном Джойнером).
Половина все еще ниже медианы[17]
Официальные представители профсоюза утверждают, что, несмотря на повышение зарплаты, более половины игроков лиги заработали меньше, чем медиана оплаты в лиге, равная 75 000 долл в год.
Следующий шаг – подтянуть нижнюю половину до медианы. Ну или, по крайней мере, снизить долю тех, кто оказался ниже медианы.
И еще пример. Мой друг Хиро Хакквеборд из Претории рассказал мне, что учитель школы, куда поступила его маленькая дочь, провел две контрольные работы и вызвал отца, чтобы сообщить ему о результатах его дочки: она получила оценки ниже среднего в обоих случаях. Отец заметил учителю, что основой для рассмотрения могли бы стать ошибки в восьми контрольных работах подряд, но не в двух. Тем не менее надо отметить добрые намерения учителя.
Система образования в стране, где я недавно работал, предусматривает для всех школьников в возрасте 15 лет экзамен, задуманный так, чтобы отсеять 50 % детей. Рекламы о найме на работу гласят: «Требуется диплом об окончании школы». То есть такая экзаменационная система на всю жизнь ставит клеймо «непригоден» на половину детей.
Гостей в некоторых отелях информируют, что горничная несет ответственность за все полотенца и простыни в номере. Иными словами, если кому-нибудь вздумается украсть белье, виноватой будет она. Хороший ли это подход менеджмента к построению отношений лояльности и доверия с сотрудниками?
8. Изгоняйте страх[18]. Никто не в состоянии достичь наилучших результатов, если он не чувствует себя в безопасности. В английском слове «secure» приставка «se» пришла из латыни и означает «без», а корень «cure» – значит «страх» или «забота». А все слово значит «бесстрашный», не боящийся высказывать идеи и задавать вопросы. У страха много лиц. Общий знаменатель страха, в любом его обличии, – потери из-за снижения результатов и дутые цифры (см. главу 8).
Сопротивление знаниям еще сильно в людях. Тот вид преобразований, в котором нуждается западная промышленность, предполагает расширение знаний, и тем не менее люди продолжают противиться им. Гордость – не последний фактор в этой борьбе. Ведь новые знания, пришедшие в компанию, могут вскрыть наши ошибки. Лучший подход – это курс на овладение новыми знаниями, поскольку они способны помочь нам работать лучше. Некоторые люди могут усомниться в своей способности научиться чему-то новому в их возрасте. Если наступят перемены, что же будет со мной?
Новые знания невозможно получить даром. Вернем ли мы наши деньги? А если вернем, то когда?
Новый бизнес, для экспорта или для внутреннего рынка, возникает из фундаментальных исследований, за которыми следуют разработки, дающие новый уровень качества и новые виды продуктов. А фундаментальные исследования, чтобы стать эффективными, требуют «инъекции» знаний. Интересно, что в США 83 % средств на фундаментальные исследования поступают из правительственных источников, а остальное – из частной промышленности. В Японии это соотношение обратное.
Вот некоторые реальные проявления страха.
Я боюсь потерять свою работу, если наша компания разорится.
Я чувствую, что Дейв (начальник) может перейти в другую компанию. Если это произойдет, что станет со мной?
Я мог бы работать лучше, если бы понимал, к чему это приведет.
Я боюсь высказать идеи. Если я это сделаю, меня сочтут предателем.
Я боюсь, что по итогам годовой аттестации мне не дадут повышения.
Если бы я делал то, что в долгосрочной перспективе лучше всего для компании, то мне следовало бы остановить производство для ремонта и реконструкции. Но тогда мне придется сдавать пустые отчеты о ежедневном объеме производства, и я лишусь работы.
Я боюсь, что у меня не всегда найдутся ответы на вопросы, которые иногда задает мне босс.
Я боюсь прилагать наибольшие усилия, работая с партнером или в команде, поскольку благодаря моему вкладу кто-то другой может получить более высокий рейтинг, чем я.
Я боюсь признавать ошибки.
Мой босс верит в силу страха. Как же он сможет управлять людьми, если не будет внушать им благоговейный трепет? В основе менеджмента – наказание.
Система, в которой я работаю, не позволяет мне проявить свои способности.
Я хотел бы лучше понимать необходимость некоторых процедур в компании, но не осмеливаюсь спросить о них.
Мы не доверяем менеджменту. Мы не верим их ответам, когда спрашиваем, почему нам приходится действовать именно таким образом. Менеджмент знает причины, но нам отвечает уклончиво.
Я могу не успеть сделать сегодня свою норму (рабочий или заводской менеджер).
У меня нет времени, чтобы внимательно взглянуть на сделанную работу. Мне надо заканчивать ее и приниматься за другую (инженер).
Еще о страхе. Другие потери из-за страха связаны с невозможностью делать то, что нужно исходя из высших интересов компании, поскольку необходимо соблюдать определенные правила или любой ценой добиваться выполнения производственных заданий.
В главе 8 появится пример, когда мастер боялся остановить производство для ремонта. Он знал, что так было бы лучше для компании, но от него требовали только выполнения дневного плана по отливкам даже с риском аварии. Конечно же, полетел подшипник. И мастер выполнил свой дневной план, но гораздо хуже то, что вся линия стояла в ремонте четыре дня. В главе 8 вы найдете и другие примеры.
На протяжении многих месяцев производство изделий в одном из подразделений компании значительно отставало от потребностей рынка. Генеральный менеджер поручил специалисту выяснить, в чем дело. Причиной были контролеры, охваченные страхом. Они вбили себе в голову, что если потребитель получит бракованное изделие, то тот контролер, что пропустил дефект, лишится работы. В результате контролеры браковали чуть ли не всю произведенную продукцию. Они ошибались, предвидя последствия пропуска брака, но именно этот страх и управлял всем отделением. (Представлено Дж. Китингом из Ричленда, штат Вашингтон.)
Некоторые менеджеры говорят, что толика страха нужна, чтобы люди делали работу.
Производственные рабочие не хотели, чтобы обнаружилась ошибка, которая повторялась из раза в раз. Они скрывали ее от менеджеров.
Страх служащих, получающих оклад, в значительной степени порождается ежегодными аттестациями (см. главу 3).
Неверный способ управлять. Менеджер просматривает отчет по жалобам, сгруппированным по типам. Его взгляд падает на самую большую цифру на странице. Он хватает телефонную трубку, чтобы спустить собак на того, в чей адрес высказано столько претензий. Это другая форма менеджмента с помощью страха и менеджмента с помощью голых цифр. Первым шагом менеджмента должен стать анализ чисел, но не на основе суждений, а с точки зрения того, находится ли количество жалоб данного типа в состоянии статистического контроля по сравнению с остальными категориями. Если да, тогда эта категория жалоб требует повышенного внимания и проработки. Менеджмент должен также работать над системой, чтобы уменьшать общее количество жалоб. (Прислано Уильямом Шеркенбахом.)
9. Разрушайте барьеры между подразделениями. Люди, работающие в исследовательских и конструкторских подразделениях, в отделах закупки материалов, продаж и приемки сырья, должны совместно изучать проблемы, связанные с различными материалами и допусками в производстве и сборке. Иначе будут возникать потери в производстве из-за переделок, обусловленных попытками использовать непригодные материалы. У каждого в отделах проектирования, закупки, испытания материалов, проверки готовой продукции есть потребитель (например начальник цеха), цель которого – постараться сделать из закупленных материалов то, что запланировано по проекту. Почему бы сотрудникам данных отделов не познакомиться с этим потребителем? Почему бы им не побывать на заводе, чтобы увидеть проблемы, услышать о них?
Вступив в должность, новый президент решил побеседовать с руководителями отделов продаж, конструкторского, производственного, маркетингового и других отделов. Все на протяжении многих лет работали великолепно. Ни у кого не было никаких проблем. И несмотря на это, компания вылетала в трубу. Почему? Ответ оказался прост. Каждое подразделение занималось субоптимизацией своей работы, вместо того чтобы работать единой командой на компанию. Задачей нового президента стало согласование действий этих талантливых людей на благо всей компании.
Сотрудники отделов, непосредственно предоставляющих услуги, зачастую получают помощь от самих потребителей продукции. К большому сожалению, в некоторых компаниях нет стандартной процедуры для использования этой информации. Однажды отдел отгрузки в ответ на беспрестанные звонки потребителей перекрыл трубу питателя, который подавал абразивный материал к пункту погрузки материалов, и переключил шнек на движение в обратном направлении перед выходом. Проблема заключалась в том, что шнек забивал материалом конец трубы. Производственный отдел без оглядки гнал шнек в одном направлении, а отдел отгрузки по звонку потребителя периодически исправлял ситуацию. Менеджмент же не ведал об отсутствии командной работы производства и отгрузки и о потерях, которые с этим связаны. (Прислано Кейт Маккейон.)
Конструкторы вместе с сотрудниками отдела продаж и инженерами-технологами разработали новый дизайн продукции. Продавцы демонстрировали прототипы оптовым покупателям, которые делали заказы. Перспективы были радужными до тех пор, пока не пришли плохие вести: для завода производство этой продукции оказалось неэкономичным. Чтобы сделать производство безубыточным, требовалось ввести небольшие изменения в приемы работы и в допуски. Но эти переделки привели к задержке производства. Более того, продавцам пришлось объяснять оптовым покупателям, что и почему изменено в продукции. В результате было упущено время и сократились продажи на быстро меняющемся рынке. Командная работа вместе с производственниками с самого начала могла бы предотвратить эти потери.
Менеджмент часто усложняет работу конструкторов, внося изменения в приемы и технологию в последний момент, когда планы уже одобрены и все готово к производству, и оставляя конструкторам и производственным инженерам всего несколько недель на работу, требующую нескольких месяцев.
Инженеров вечно ругают за постоянные переделки. Я и сам критиковал их за то, что они не могут пойти в цех и устранить трудности производства деталей, которые они разработали. Но дело в том, говорят они мне, что в процессе разработки их принуждают «срезать углы», чтобы не сорвать запланированные сроки выпуска новой продукции. У них никогда нет времени на то, чтобы хоть что-нибудь довести до конца. Постоянное давление, оказываемое сроками выпуска, не позволяет им пойти в цех и узнать о проблемах, возникших в конструкциях, которые они создали. Работу этих людей оценивают на основе голых цифр (глава 3).
Затраты на гарантийное обслуживание в основном определяются разработкой; причины – спешка с передачей нового изделия в производство, урезанные программы тестирования, неправильная интерпретация результатов испытаний. Однако на практике за затраты на гарантийное обслуживание чаще всего ругают производственников, обвиняя их в том, что они не обеспечивают соответствия нормам допусков.
Команды, включающие людей из проектного, технологического, производственного отделов и службы продаж, могли бы создавать конструкции, опережающие сегодняшний день, достигать существенных улучшений свойств, сервиса, качества существующих продуктов, если бы работали без страха и не боялись риска (см. главу 3). Такую команду можно было бы назвать «кружком качества» для менеджмента, как в примере приведенном ранее.
Командная работа крайне необходима во всей в компании. Она позволяет компенсировать сильными качествами одних слабые стороны других, и каждый может отточить свой ум благодаря вопросам, которые ставят коллеги. К сожалению, ежегодные аттестации и рейтинги разрушают командную работу. Командная работа – это рискованный бизнес. Тот, кто старается помочь другим людям, может не получить таких больших личных результатов для представления на ежегодной аттестации, как если бы он работал один (см. главу 3).
Каждому ясно преимущество малых запасов, но только не тем, кто отвечает за производство и продажи. Начальник цеха предпочитает иметь под рукой большие запасы. Он боится, что кончатся комплектующие. Сотрудники отделов продаж и обслуживания стремятся к тому, чтобы на складах находились изделия в полном ассортименте, всех размеров, форм и цветов. Потребитель может не захотеть ждать. А это ведет к потерям в продажах. Работа менеджмента – помогать всем людям, вовлеченным в управление запасами, работать вместе на основе взаимовыручки и вырабатывать правила управления запасами, которые удобны для потребителей.
Примером такой кооперации между отделами может служить вклад в общее дело компании, который по силам внести отделу кредитования клиентов. Этот отдел может стать самым ранним источником информации в компании о тех трудностях, которые возникли у потребителей из-за дефицита, задержек с поставками, простоя транспорта в ожидании погрузки, повреждений товаров, низкого качества. Потребитель с такими претензиями может прислать чек с меньшей суммой и с объяснением причин. Отдел кредитования в состоянии помочь потушить пожар, быстро направляя подобные претензии соответствующим сотрудникам в отделах поставки, продаж и производства.
Как мы узнаем из главы 6, изучение претензий дает искаженную информацию о качестве. Тем не менее такая информация из отдела кредитования, если ею пользоваться разумно, может послужить для улучшения качества и услуг.
10. Откажитесь от пустых лозунгов и призывов и количественных заданий для рабочих. Исключите цели, лозунги, призывы, плакаты для рабочих, которые призывают их к повышению производительности. «Ваша работа – это ваш автопортрет. Захотите ли вы поставить под ним свою подпись?» Нет, не сейчас, когда вы даете мне для работы плохой холст, неподходящие краски, лысые кисти, так что я не могу назвать это своей работой. Плакаты и призывы такого рода еще никогда и никому не помогали работать лучше.
Сообщалось, что одна компания собрала руководящий состав 240 своих основных поставщиков, чтобы уведомить их о решении начиная со следующего месяца не принимать ни одной дефектной детали. Звучит многообещающе, но такая программа чистой воды фарс. Как это поставщики смогут так внезапно измениться? Как потребитель узнает, что он не принял ни одного дефекта? Как поставщик сможет понять, что нужно потребителю, если они не работают вместе, как партнеры? Для этого нужно время.
Подпишите клятву:
Отныне я не сделаю ни одного дефекта.


Рис. 3. Человек, бегущий вверх по лестнице
Плакат, показанный на рис. 3, поражает производственных рабочих своей глупостью.
«Делайте правильно с первого раза». Это благородная цель. Но как же человек может выполнить задание правильно с первого раза, когда исходные материалы не того размера, не того цвета или вообще дефектны либо когда его станок не в порядке, а измерительный инструмент сломан? Это как раз еще один бессмысленный призыв, собрат «нуля дефектов».
«Станем лучше вместе». Производственные рабочие говорили мне, что этот призыв приводит их в бешенство. Вместе! Что это значит, когда никто не хочет слышать наших проблем и предложений?! А вот еще бесполезный плакат, злая шутка:
Будь качественным рабочим.
Гордись своим трудом.
Что же плохого в плакатах и призывах? Они адресованы не тем людям. Они возникли из представлений менеджмента о том, что производственные рабочие могут, если хорошо примутся за дело, добиться «ноля дефектов», улучшить качество, повысить производительность и прочее, чего только ни пожелается. Используя картинки и плакаты, менеджеры не учитывают тот факт, что большинство трудностей коренится в системе. Вычисления, которые показывают, какова доля дефектов и ошибок и какие затраты обусловлены системой (за которую ответственен менеджмент), а сколько приходится на сотрудников, следует сделать одним из основных инструментов менеджмента и, конечно, лидерства, как разъясняется в главе 11.
Призывы и плакаты вызывают горечь и разочарование. Они показывают производственному рабочему, что менеджмент не видит барьеров, которые мешают рабочим гордиться своим мастерством. Цитату из Гете можно применять более широко, чем задумал автор.
Непосредственным эффектом плакатов, призывов и обещаний может стать поверхностное улучшение качества и производительности в результате устранения некоторых очевидных особых причин вариации. Со временем эти улучшения сойдут на нет или ситуация еще более ухудшится. В конце концов эту кампанию признают надувательством. Менеджменту надо понять, что его главная ответственность отныне и навсегда связана с совершенствованием системы и, конечно, с исключением любых особых причин, выявленных статистическими методами. (См. рис. 33 в главе 11.)
Стабильная система производства дефектных изделий. В кафетерии одной компании висел график, приведенный на рис. 4. Грандиозная идея. Задайте количественные цели. Дайте людям что-то, к чему им надо стремиться. Это типично. Что это дает? Ничего? Ошибка: их воздействие негативно.
На плакате представлена стабильная система выхода и стабильная система производства дефектных изделий (глава 11). Менеджменту, конечно, хочется видеть более высокую производительность и меньше дефектных изделий. Их метод состоит в призыве рабочих работать лучше.
Плакат обращен не к тем людям. Производственные рабочие, скорее всего, не читали эту книгу, но они понимают, что менеджмент просит их сделать то, что они выполнить не в состоянии. В результате появляются страх и недоверие к руководству.
Рост производства на 20-й неделе, как видно из графика, возник предположительно в результате установки двух новых станков и ведет к новой цели. Эта новая цель неясна рабочим и вызывает негодование. Их первая мысль, что менеджмент всегда недоволен. Сколько бы мы ни сделали, им все мало. И вот плоды призывов:
1. Неспособность достичь заявленных целей.
2. Рост вариабельности.
3. Рост доли дефектных изделий.
4. Рост затрат.
5. Деморализация рабочих.
6. Неуважение к руководству.
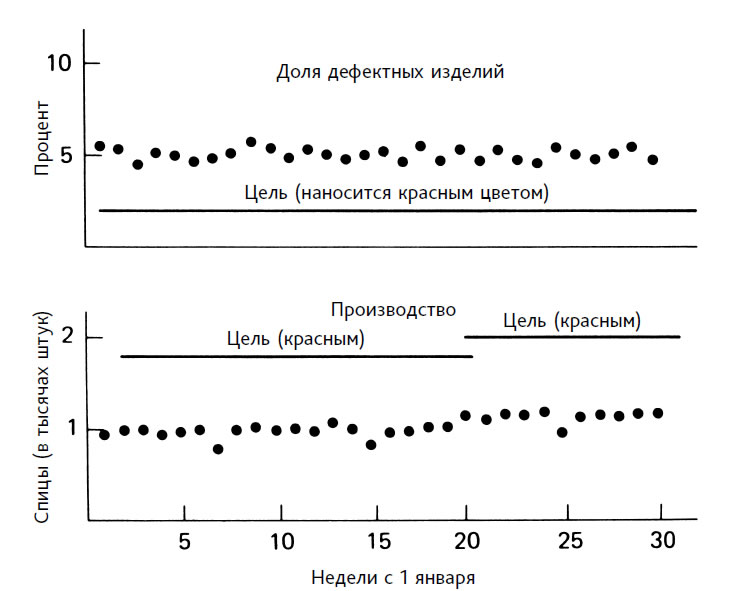
Рис. 4. График еженедельной производительности и доли дефектных изделий. Цели, установленные отделом организации производства, деморализуют и не эффективны. Точки говорят о стабильности, а это значит, что ответственность за улучшения лежит на менеджменте (в данном случае на инженерах, занимающихся организацией производства)
Плакаты, которые бы объясняли всему персоналу, по каким направлениям постоянно, из месяца в месяц, работает менеджмент для того, чтобы повысить качество и производительность, причем не так, чтобы людям стало труднее работать, а так, чтобы работа стала разумнее. Например, закупка более качественных исходных материалов у все меньшего числа поставщиков, улучшение обслуживания оборудования, методов обучения, использование статистических методов, улучшение организации труда, – это была бы совсем другая история: такие плакаты повышали бы моральный дух сотрудников. Тогда люди смогли бы понять, что руководство взяло на себя часть ответственности за задержки и дефекты и пытается устранить препятствия. Пока что я нигде не видел таких плакатов.
Человек, конечно, будет иметь собственные цели. Он может стремиться получить высшее образование. А может решить учиться с упорством, чтобы завершить курс или сдать экзамен. Я поставил цель закончить эту главу до утра, я установил себе крайний срок. Цели нужны и вам, и мне, но количественные цели, заданные другим людям, без «дорожной карты», говорящей, как до них «добраться», дают результаты, обратные ожидаемым.
Компании, конечно, также должны иметь цели, например постоянство в стремлении к совершенству.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Автоматизированные рабочие места
Автоматизированные рабочие места Те, кому не посчастливилось работать в сфере общественного питания, стоят на пороге открытий в сфере кухонных технологий. Для тех, кто работал в общепите, это станет ностальгическим путешествием по закоулкам памяти. Мы даже не думали, что
Тренировка выдержки
Тренировка выдержки Великому трейдеру для работы с молодежью может не хватить терпения. Возможно, он не горит желанием играть роль наставника или просто разочарован неспособностью своего подопечного понимать происходящее на рынке так же быстро, как он сам.Временами и
Глава 6. Толстяки и их чудесная денежная машина (1981–1986)
Глава 6. Толстяки и их чудесная денежная машина (1981–1986) Неизвестно почему, первые стартовые огни замигали на торговой площадке закладных в октябре 1981 года. Со всей Америки звонили взвинченные президенты сбербанков, которым позарез нужно было переговорить с маклером по
Глава 14 ИССЛЕДОВАНИЕ ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ РАБОЧЕЙ СИЛЫ
Глава 14 ИССЛЕДОВАНИЕ ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ РАБОЧЕЙ СИЛЫ В этой главе рассматривается построение динамической модели, созданной в результате исследования определенной фирмы, в которой наблюдались колебания уровня численности персонала в пределах два к одному в
14.2 Общие рекомендации по подготовке доклада о выполненной НИР
14.2 Общие рекомендации по подготовке доклада о выполненной НИР Научный сотрудник стремящийся познать закономерности явлений и процессов, должен накапливать определенный багаж знаний, усвоить научный язык и формулировки, постоянно повышать свою квалификацию путем
4.3. Автоматизированные расчетные палаты
4.3. Автоматизированные расчетные палаты К числу быстро развивающихся электронных систем расчетов в сфере розничного оборота, способствующих сокращению использования наличных средств и чеков в качестве средства платежа, относятся автоматизированные расчетные палаты
АЛЬТЕРНАТИВЫ НАЦИОНАЛЬНОЙ РЕВОЛЮЦИИ НЕТ (тезисы доклада)
АЛЬТЕРНАТИВЫ НАЦИОНАЛЬНОЙ РЕВОЛЮЦИИ НЕТ (тезисы доклада) Главная особенность нынешнего политического положения дел в России – продолжающееся сползание страны в болото острого общегосударственного кризиса. Все его признаки налицо. Упадок и распад промышленного и
Тезисы доклада “НАЦИОНАЛИЗМ И ГОСУДАРСТВЕННАЯ ИДЕОЛОГИЯ”
Тезисы доклада “НАЦИОНАЛИЗМ И ГОСУДАРСТВЕННАЯ ИДЕОЛОГИЯ” Усложнение экономических и социально-политических отношений – причина кризиса советской системы бюрократического государственного управления. От идеи советской государственной власти к идее общественной
Вопрос 21. Показатели движения рабочей силы. Балансы ресурсов рабочей силы
Вопрос 21. Показатели движения рабочей силы. Балансы ресурсов рабочей силы Движением или оборотом рабочей силы предприятия фирмы называется процесс изменения численности персонала, связанный с приемом или увольнением работников.Движение рабочей силы на предприятии
Выдержки из 14 пунктов для менеджмента
Выдержки из 14 пунктов для менеджмента Происхождение 14 пунктов. Эти 14 пунктов – основа преобразования американской промышленности. Недостаточно просто решать проблемы, будь они большими или малыми. Принятие этих 14 пунктов и следование им – есть подтверждение того, что
Выдержки из другого отчета, представленного менеджменту
Выдержки из другого отчета, представленного менеджменту 1. Этот отчет подготовлен по вашей просьбе после изучения проблем, связанных с низким объемом производства, высокими затратами, изменчивым уровнем качества, что в целом, как я понял, стало причиной вашего
Участники рабочей группы по конкурентным торгам и вопросам конкуренции
Участники рабочей группы по конкурентным торгам и вопросам конкуренции Опросный лист по схеме конкурентных торгов и вопросам конкуренции (см. Приложение 2.3) был разослан 31 члену Лаборатории ЕС из 25 стран. Откликнулись 19 европейских институтов: ABA (Бельгия), ASMR (Чехия),
По типу рабочей группы
По типу рабочей группы Разрабатывая новые продукты, McDonald’s полагается на результаты исследований рынков, проводимых их научно-исследовательским центром, а также принимает во внимание необходимость баланса ресурсов, стандартизации и распространения. Что если