Дальнейшие замечания по поводу статистической управляемости
Дальнейшие замечания по поводу статистической управляемости
Статистическая управляемость не исключает наличия дефектных изделий. Статистическая управляемость – это состояние, в котором вариации случайны и стабильны в том смысле, что их пределы предсказуемы. Процесс может находиться в статистически управляемом состоянии, выдавая при этом дефектные изделия. На деле он может производить очень высокую долю дефектных изделий. Мы видели это в эксперименте с бусинами.
Сама по себе статистическая управляемость процесса не есть конечная цель. Как только процесс становится стабильным, становится возможна серьезная работа по совершенствованию качества и экономичности производства.
Вмешательство с целью изменения системы (устранение из системы красных бусин) может быть простым или сложным и длительным. Изменение среднего значения может быть несложным. Оно может потребовать и длительных экспериментов (вспомните пример с покрытием для бумаги из главы 1). Уменьшение разброса обычно представляет более трудную задачу, чем изменение точки настройки. Проблемы различны, и для них не существует общих правил. Это задача, над которой должны работать специалисты в данной области.
Эксперименты на смеси продуктов могут ухудшать шансы на улучшение. Рассмотрим три производственные линии, у которых одно выходное устройство. Я предпочитаю думать о трех рукавах, впадающих в реку (рис. 39). Конечный продукт представляет собой смесь. Если все три производственные линии находятся в статистически управляемом состоянии, тогда смесь в канале также будет статистически управляема, даже если средние значения для трех различных производственных линий будут значительно различаться.
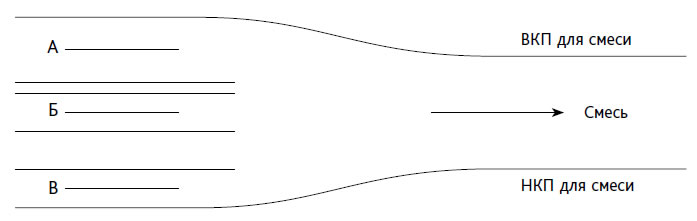
Рис. 39. Продукция поступает из трех источников, все три находятся в статистически управляемом состоянии. Смесь из трех источников демонстрирует статистическую управляемость, но имеет широкий разброс значений
На деле, если материал с трех производственных линий тщательно перемешан, дисперсия смеси будет равна полной дисперсии между изделиями на всех трех производственных линиях. Студенты статистических курсов узнают формулу
?? = ?b? + ?w?,
где ?? – это дисперсия между изделиями в смеси, ?b? – это дисперсия средних по трем производственным линиям и ?w? – это средняя дисперсия между изделиями внутри отдельных производственных линий.
Первым делом следовало бы уменьшить дисперсию из источника А. Отдельно следует попытаться вывести все три потока на один уровень.
Однако узнать, приводит смешивание к проблемам или нет, можно, лишь изучив каждый источник. Необходимо привести их к одному уровню, уменьшить вариации в каждом из них, особенно в тех, что демонстрируют большую вариабельность. Начните изучение с приведения каждого источника в состояние статистической управляемости.
Поиск «выше по течению» – мощный рычаг в решении проблем смесей компонентов (Уильям Шеркенбах).
Даже если работа группы демонстрирует состояние статистической управляемости, индивидуальные контрольные карты могут показать, что один или два и более людей из группы нуждаются в дополнительном обучении или переводе на другую работу.
Девять шлифовальных станков выполняют финишную обработку передних осей. Из всех деталей, получаемых от девяти станков, содержится в среднем 3 % дефектных изделий. Данные по индивидуальным станкам показали, что только станки № 2 и 3 производили дефектные изделия, они нуждались в точной настройке. Когда эти станки были тщательно налажены, выход дефектных изделий от всех девяти станков упал до нуля. Без данных, характеризующих по отдельности все девять станков, улучшение процесса было бы невозможно.
На рис. 20 приведены данные для совокупных результатов работы 11 сварщиков. Анализ работы каждого из 11 сварщиков показал, что сварщик № 6 производит больше дефектов, чем предусмотрено для него.
В примере с петлями чулочных изделий, приведенном профессором Дэвидом Чамберсом, совокупный выход 47 петельщиц находился в хорошем статистически управляемом состоянии с уровнем продукции низкого сорта и брака 4,8 %. Индивидуальные карты для каждой работницы показали, что некоторые из них производили брака больше, чем было предусмотрено (подробнее в следующей главе).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
16. Графические представления статистической информации
16. Графические представления статистической информации Графиками в статистике называются условные изображения числовых величин и их соотношений в виде различных геометрических образов – точек, линий, плоских фигур и т. п.Каждый график состоит из графического образа и
2. Замечания по поводу самых распространенных ошибок
2. Замечания по поводу самых распространенных ошибок Роковые ошибки популярных денежных доктрин, сбившие с пути истинного денежную политику почти всех государств, вряд ли вообще могли появиться на свет, если сами экономисты не совершали бы грубых ошибок в
4. Графические представления статистической информации
4. Графические представления статистической информации Полученные в результате сводки или статистического анализа в целом числовые показатели могут быть представлены не только в табличной, но и в графической форме. Использование графиков для представления
2. История и особенности развития статистической науки
2. История и особенности развития статистической науки Статистика имеет многовековую историю и своими корнями уходит в глубокую древность.Необходимость в появлении статистической практики связана с образованием государств, т. е. для того чтобы образовать государство,
14. Содержание и задачи статистической сводки
14. Содержание и задачи статистической сводки Сведения о каждой единице анализируемой совокупности, полученные в результате первой стадии статистического исследования, характеризуют статистическое наблюдение с различных его сторон, так как они обладают
21. Значение графического метода в статистической науке
21. Значение графического метода в статистической науке Главное достоинство графиков – это наглядность.Графики вошли в повседневную работу экономистов, статистиков и работников бухгалтерского учета. Для того чтобы построить график, необходимо точно знать, для каких
2. История и особенности развития статистической науки
2. История и особенности развития статистической науки Статистика имеет многовековую историю и своими корнями уходит в глубокую древность.Необходимость в появлении статистической практики связана с образованием государств, т. е. для того, чтобы образовать государство,
6. Защита статистической информации, необходимой для проведения государственных статистических наблюдений
6. Защита статистической информации, необходимой для проведения государственных статистических наблюдений Статистическая информация, которая предоставляется юридическими лицами, их филиалами и представительствами, гражданами, занимающимися предпринимательской
1. Основное содержание и задачи статистической сводки
1. Основное содержание и задачи статистической сводки Сведения о каждой единице анализируемой совокупности, полученные в результате первой стадии статистического исследования, характеризуют статистическое наблюдение с различных его сторон, так как они обладают
1. Значение графического метода в статистической науке
1. Значение графического метода в статистической науке Главное достоинство графиков – это наглядность.Графики вошли в повседневную работу экономистов, статистиков и работников бухгалтерского учета. Для того чтобы построить график, необходимо точно знать, для каких
Об управляемости российской экономики
Об управляемости российской экономики За почти два десятилетия существования Российской Федерации мы наблюдали появление самых разных государственных программ, планов, проектов и других документов, в которых ставились цели и задачи, фиксировались сроки их достижения,
Императивы лидера и дальнейшие шаги
Императивы лидера и дальнейшие шаги Приходя на работу, сотрудники любой компании хотят видеть там руководителей, которым можно верить, рассчитывают на такую степень уважения, которая настраивает на успех, и ожидают справедливого и достойного отношения к себе. Они хотят
Общие рекомендации по оценке статистической значимости
Общие рекомендации по оценке статистической значимости При тестировании необходимо поверить в данные перед принятием решения. Если действия одного человека могут значительно повлиять на коэффициент конверсии, то данные не обладают статистической значимостью.
Дальнейшие исследования
Дальнейшие исследования В 2004–2005 гг. было проведено следующее исследование, которое показало:• текучесть дилеров снизилась на 50 % (что составляет примерно ?2 млн экономии ежегодно);• в 2002–2003 гг. продажи грузового автотранспорта увеличились на 107 %;• в 2003–2004 гг.
Как написать свою книгу, которая рекламирует дальнейшие услуги
Как написать свою книгу, которая рекламирует дальнейшие услуги Чтобы быстро получить статус эксперта, рекомендую начать с создания электронной мини-книги в выбранной нише. Почему ее стоит написать?1. Мини-книга является отличным поводом для сбора электронных адресов
Дальнейшие планы
Дальнейшие планы Трехходовка Многие наши ученики сразу рвутся в бой и хотят привлечь на свои вебинары как можно больше людей. Но все должно идти своим чередом. Если пытаться форсировать рост, например, листка растения, он порвется и уже никогда не вырастет. Раскроем свои