3. Размещение в соответствии с последовательностью процесса
3. Размещение в соответствии с последовательностью процесса
Столкнувшись с перепроизводством заготовок и ростом объема их транспортировки, мы решили, что размещение рядом станков одного типа – не самый лучший вариант.
Мы поставили себе цель положить конец перепроизводству заготовок, минимизировать объем их транспортировки и сразу же доводить их до полной готовности.
Для этого мы поставили рядом станки, на которых детали обрабатывались по очереди, например токарный, сверлильный и фрезерный. Иными словами, мы постепенно перешли от размещения по типам станков к размещению в соответствии с последовательностью процесса (рис. 32).
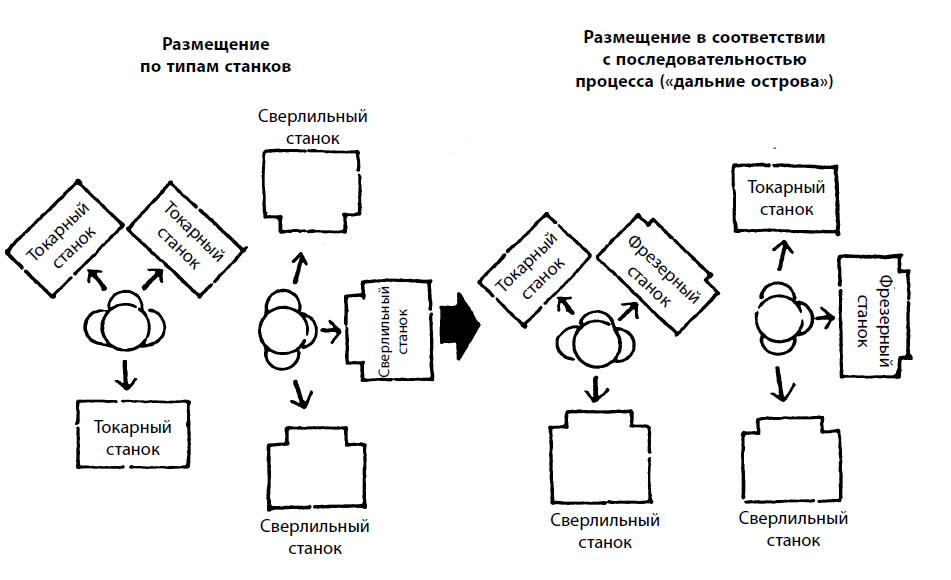
Рис. 32. Размещение по типам станков или в соответствии с последовательностью процесса
Несложно было обнаружить, что размещение станков в соответствии с последовательностью операций процесса сводит к минимуму расстояние, преодолеваемое рабочим, и позволяет одному человеку обслуживать несколько станков. Однако когда мы оценили этот способ с точки зрения производительности всей производственной линии, то выяснилось, что он приводит к возникновению нескольких «дальних островов». Поддерживать общий баланс было сложно. В результате на каждом участке стали накапливаться груды деталей. Мы не могли разместить рабочих так, как того требовали происходящие перемены в спросе на выпускаемые нами машины.
В те годы мы постоянно изучали, какие движения приходится делать рабочим, и станки были размещены так, чтобы люди могли оставаться на месте. Тогда считалось, что чем меньше движений требуется, тем лучше, и перемещение от станка к станку было признано нежелательным. При этом подходе под производительностью понималась только продуктивность труда отдельного рабочего. Производительность всей производственной линии не учитывалась.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Размещение капитала
Размещение капитала Все дороги в оценке менеджмента ведут к размещению капитала. Я определяю размещение капитала как распределение ресурсов компании с целью генерировать долгосрочную доходность выше стоимости капитала. Управляющим активами очень хорошо известно, что
Категории и их размещение в автомобиле
Категории и их размещение в автомобиле Набор на случай чрезвычайной ситуации — багажник (за исключением аптечки, которая должна храниться под передним пассажирским сиденьем).Эксплуатация — багажник (исключение: руководство владельца и конверт с гарантийными талонами,
От процесса потребления к пониманию процесса
От процесса потребления к пониманию процесса Пока сложно сказать, что из перечисленного «хорошо», а что «плохо». Мы всего лишь излагали факты, описав определенную последовательность шагов, которые Бобу пришлось предпринять, чтобы его машину починили. Если бы мы
1. Размещение денежных средств
1. Размещение денежных средств Сутью банковской деятельности является трансформация сбережений в инвестиции. Поэтому законодателю важно было подчеркнуть правомочие кредитной организации направлять привлеченные во вклады денежные средства в качестве инвестиций и
Глава 6. Размещение рекламы
Глава 6. Размещение рекламы № 29 Авто Почему бы вам не разместить рекламу на своем авто? Вам будут платить несколько тысяч рублей в месяц. В Интернете можно найти сайты компаний, которые специализируются на размещении рекламы на частных автомобилях.№ 30 Квартира Способ
Размещение средств
Размещение средств Во время моих регулярных выступлений на телевизионном канале Блумберг мне часто приходится рассказывать о способах размещения активов и о том, как изменения модели размещения влияют на рынок. Размещение средств означает, выражаясь простыми словами,
2.2. Виды расходов в соответствии с ПБУ 10/99
2.2. Виды расходов в соответствии с ПБУ 10/99 В зависимости от характера, условий осуществления и направлений деятельности организаций, расходы организации подразделяются на:расходы по обычным видам деятельности;прочие расходы (понятие, объединяющее то, что ранее
Частное размещение акций
Частное размещение акций Помимо привлечения в качестве инвесторов фондов и бизнес-ангелов, компании могут привлекать частное финансирование от других компаний. В этом случае определенную часть акций выкупает некое юридическое лицо, которое не является управляющей
Размещение акций на бирже
Размещение акций на бирже В определенный момент своего развития частная компания может решить предложить свои акции широкой публике, то есть провести Initial Public Offering, или, как чаще говорят, «ай-пи-о» (IPO). Почему компании принимают решения о выходе на IPO? Есть много возможных
Размещение социалистического производства.
Размещение социалистического производства. В условиях социализма складываются новое размещение производства и новая система связей между отраслями производства и районами страны.В буржуазном обществе погоня за прибылью и конкуренция приводят к неравномерному и
Размещение
Размещение Стандарт размещения - другая важная черта программы тренинга. Условия размещения участников также необходимо проверить и задать следующие вопросы.• Комнаты какого уровня и качества включены в ежедневную стоимость проживания участников?• Где расположены
Размещение стопов
Размещение стопов Черепахи размещали свои стопы, основываясь на риске позиции. Ни одна сделка не могла подвергать позицию риску, превышавшему 2 процента ее величины. Так как движение цены на 1N сопоставлялось с 1 процентом счета, то максимальный стоп с условием
ВОПРОСЫ О ПРОФЕССИОНАЛЬНОМ СООТВЕТСТВИИ
ВОПРОСЫ О ПРОФЕССИОНАЛЬНОМ СООТВЕТСТВИИ Вопросы о профессиональном соответствии предназначены выяснить, какими знаниями, навыками и компетентностью обладают кандидаты – что они способны делать. Это могут быть открытые, зондирующие или закрытые вопросы, но они всегда
Действие в соответствии с сообщением
Действие в соответствии с сообщением Конечная цель всякого сообщения – произвести эффект на получателя. Сотрудники по связям с общественностью передают сообщения от лица организаций для того, чтобы в той или иной степени менять представления, установки, мнения или
Размещение стандартов
Размещение стандартов Когда мы приходим в гемба, то измеряем показатели с помощью визуального менеджмента. Мы видим ненормальность, когда обнаруживаем, что рядом с линией стоят лишние ящики с деталями, кар для перевозки сырья брошен где попало, а проходы заполнены
Плата за размещение рекламы
Плата за размещение рекламы Так где же собака зарыта? Иначе говоря, откуда же берутся деньги? С доходов от размещения рекламы. С первого же года своего существования Yahoo! привлекала рекламодателей, которые хотели быть всегда на виду у пользователей. Эти рекламодатели