График поставки и схема последовательности сборки
График поставки и схема последовательности сборки
На этом этапе процесса планирования подготавливаются дневные заказы-наряды на производство.
Первый шаг – дилеры размещают заказы на десять дней. Для этого каждый дилер готовит окончательный заказ, разделенный по категориям со сходными спецификациями, который охватывает десятидневный период и вписывается в основной график производства. Дилер посылает этот заказ телексом в отдел продаж автомобилестроителя за семь-восемь дней до начала этого десятидневного периода. В этом заказе машины сгруппированы по указанным выше общим характеристикам, а также по дополнительному (по желанию) оборудованию и цвету салона и корпуса.
Затем производственный отдел определяет на основе этих десятидневных заказов дневной объем производства каждого завода и сборочной линии. Результатом этого является пересмотренный основной производственный график. Затем автомобилестроитель составляет графики поставки своим дилерам (см. рис. 42). С момента получения десятидневных заказов до разработки этих графиков проходит порядка двух дней.
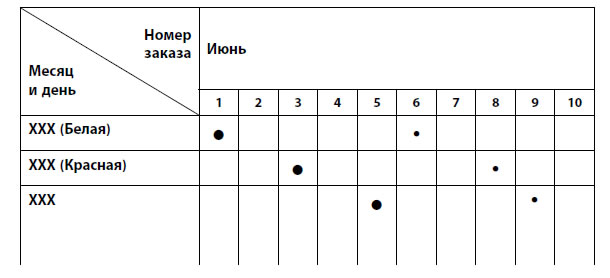
Рис. 42. График поставки
Дилеры могут ежедневно информировать отдел продаж об изменении своих десятидневных заказов (в пределах 10 %) с учетом реального потребительского спроса. Например, если согласно представленному на рис. 42 графику поставки 1 июня должна быть поставлена белая машина, то дилер может попросить заменить ее на красную. Эти изменения называются просто «дилерскими изменениями», и сведения о них должны быть получены автомобилестроителем за четыре-пять дней до намеченной даты сборки данной машины.
Отдел управления производством направляет заводам обновленный основной производственный план, учитывающий эти дилерские изменения. Это делается за три дня до намеченной даты сборки автомобиля.
Далее отдел управления производством дает заводам указание составить свои схемы последовательности сборки. Это делается за полтора дня до даты сборки автомобиля. Из-за большого количества деталей и размера этих схем Toyota требует, чтобы ее самые крупные поставщики деталей представляли свои схемы на магнитной ленте, в то время как более мелкие могут подавать их и в бумажном виде. Затем Toyota печатает бирки, аналогичные показанной на рис. 16 и содержащие информацию, полученную из этих схем последовательности сборки. Эти бирки приклеивают на машины в начале каждой сборочной линии, чтобы рабочие руководствовались ими при сборке.
Шестой и последний этап связан с использованием карточек канбан для отбора и заказа деталей, но это касается только деталей, не охваченных схемой последовательности сборки. Более подробно об этом говорится в пятой главе.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Принцип последовательности
Принцип последовательности Принцип последовательности имеет важнейшее значение для тех, кто изучает финансовые отчеты. Принципы организации бухгалтерского учета требуют, чтобы хозяйствующий субъект из года в год придерживался неизменных правил бухгалтерского учета.
2.4. Договор поставки
2.4. Договор поставки Договор поставки является важным и неотъемлемым документом в деятельности любой организации (или индивидуального предпринимателя), занимающейся торговой деятельностью. Если организация специализируется на оптовой торговле, она одновременно будет
Неотфактурованные поставки
Неотфактурованные поставки Пунктом 36 Методических указаний по учету материально-производственных запасов определено, что неотфактурованная поставка-это материальные запасы, которые поступили в организацию без расчетных документов. Неотфактурованные поставки
Условия поставки
Условия поставки При проведении оценки имущества на локальном рынке, необходимо понимание условий формирования цен, озвучиваемых участниками рынка. Это может быть цена на условиях самовывоза с территории завода-производителя вне границ РФ, или цена с учетом всех сборов
6.2.6. Мотивация последовательности изменений
6.2.6. Мотивация последовательности изменений Понимая причины сопротивления, мы можем сконструировать такой вариант последовательности действий, который гасит или уменьшает сопротивление стратегическому планированию.В ходе спонтанных стратегических изменений
5.6 Принцип «ежедневной сборки проекта»
5.6 Принцип «ежедневной сборки проекта» В дискуссии по поводу прототипирования, контрольных точек и мини-этапов неявно подразумевалось, что очередные результаты, получаемые проектной командой, появляются через интервалы, измеряемые месяцами или неделями. К этому
4.2. Как заключить договор поставки
4.2. Как заключить договор поставки Когда вашему дистанционному бизнесу понадобится заключить договор поставки?Во-первых, если вы решили открыть интернет-магазин, если вы будете продавать товары не только собственного производства, то вам нужно найти поставщиков. Причем
Второй проект: линия сборки Cobus
Второй проект: линия сборки Cobus В 2007 году руководители Caetano решили повторить успешный опыт и осуществить аналогичные преобразования на линии сборки автобусов Cobus. Эта модель используется для доставки пассажиров в аэропорты, и ее доля в соответствующем сегменте мирового
Точка сборки
Точка сборки От рутины есть польза, но рутина сама по себе высасывает силы. Рутинные собрания – рутинное мышление. В тот момент, когда вы говорите себе, что собрания по-другому и не проходят, вы близки к предвзятому суждению: собрания, даже регулярные, не обязаны
Поставки и дистрибуция
Поставки и дистрибуция Почти на каждом предприятии имеются поступающие в компанию товары или материалы, а также производимые продукты или услуги. Ваши компании-поставщики и методы продаж и распределения произведенных товаров играют определяющую роль в обеспечении
9.5.2. Гибкость поставки
9.5.2. Гибкость поставки Во многих ситуациях очевидная взаимозаменяемость товаров предполагает предоставление определенной гибкости не только участникам, но и закупщику. К примеру, ценные бумаги могут покупаться на различный срок действия, но единственным реальным
Рис. 8. Схематическая диаграмма размещения смысловых блоков текста в логической последовательности в одном направлении – вниз
Рис. 8. Схематическая диаграмма размещения смысловых блоков текста в логической последовательности в одном направлении – вниз Подобную схему (см. рис. 8) я нарисовал для рекламы электронной игры в пинбол производства компании Bally.Чтобы подтолкнуть своего потенциального
Выстраивание текста в логической последовательности
Выстраивание текста в логической последовательности Когда вы поработаете с текстом достаточно долго, то привыкнете выстраивать логическую цепочку автоматически. Вам уже не надо будет чертить схематические диаграммы, так как начнете интуитивно предощущать следующий
Чек-лист общей последовательности действий при старте инфобизнеса с нуля
Чек-лист общей последовательности действий при старте инфобизнеса с нуля Ниже приводим чек-лист с общим планом действий. Далее разберем каждый пункт
Последовательности, истории и триггеры
Последовательности, истории и триггеры Итак, я дал вам небольшой пример подготовки к PLi7-запуску. Возможно, он не выглядит чем-то особенным и впечатляющим, но скоро вы увидите, как этот мало обнадеживающий старт становится основой процесса, который фактически начинает
Сборки
Сборки Сборка является результатом компиляции всего исходного кода продукта. Для корректного построения вашего ПО, интеграция должна быть обеспечена на самом элементарном уровне — на уровне исходного кода. Целостность исходного кода должна быть совершенной: ошибки