Традиционная концепция массового производства
Традиционная концепция массового производства
Каким должен быть идеальный подход к организации процессов и оборудования? В соответствии с традиционной концепцией массового производства (подход, который практикуется в большинстве компаний) ответ очевиден: станки и людей следует группировать по подобию. При массовом производстве существует механический отдел, электротехнический отдел, бухгалтерия, отдел снабжения и производственный отдел наряду с участками штамповки, сварки, пайки, сборки и т. п. Считалось, что такая группировка людей и оборудования имеет следующие преимущества:
1, Экономия, обусловленная масштабом. В первую очередь концепция массового производства означает, что нужно выжать максимальную производительность из каждого станка и каждого рабочего при минимальных затратах на единицу продукции. Если один мощный штамповочный пресс может удовлетворить потребности целого завода, капитальные затраты на единицу продукции будут минимальными. Чтобы добиться максимальной отдачи от оборудования, этот пресс эксплуатируется практически 100 % всего времени. Подобный подход практикуется при организации отделов, где собраны специалисты в одной области. Это позволяет сконцентрироваться на самых передовых методах и получить максимум производительности (или инноваций) от каждого человека.
2, Мнимая гибкость при планировании. Когда вы собираете всех сварщиков на одном участке, менеджеру сварочного участка проще распределить работу, если все квалифицированные рабочие и оборудование у него под рукой. При создании ячейки для потока единичных изделий сварочные машины и рабочие прикреплены к определенной ячейке, и их нельзя при необходимости перебросить на другую работу.
При массовом производстве, после того как люди и процессы сгруппированы по отделам, встает вопрос: как часто вам придется перемещать материалы или информацию между этими отделами? Поскольку люди и оборудование сгруппированы в соответствии со специализацией, появляется новая специализация – транспортный или плановый отдел, который занимается перемещением материалов. Эффективность работы такого отдела оценивается уже известным способом. Если человек занят перемещением материала, значит, нужно, чтобы при каждом перемещении количество материала было максимальным. С точки зрения транспортного отдела имеет смысл перемещать материалы из одного подразделения в другое, когда накопилась крупная партия. Значит, лучше всего перемещать материалы раз в день, а еще лучше – раз в неделю.
Для оптимального планирования работы каждый отдел получает индивидуальный график работ. Если такой график составляется еженедельно, начальник отдела может решить, как распределить работу в течение недели, чтобы загрузить людей и оборудование. Кроме того, график на неделю предоставляет определенную свободу действий тем, кому не хватает работы. Сегодня ты сделаешь меньше, но в другой день наверстаешь упущенное. К пятнице план по производительности будет выполнен, а значит, все в порядке.
С точки зрения философии бережливого производства при такой организации работы компания производит огромные запасы незавершенного производства. В первую очередь его производит самое быстродействующее оборудование, например штамповочное. Результатом является перепроизводство – основной вид потерь, которое ведет к скоплению запасов. Массовое производство по необходимости ведет к перепроизводству и созданию огромных партий, а значит, скоплению запасов, которые лежат без движения, занимают драгоценное место на предприятии и, самое главное, препятствуют выявлению проблем.
Объединение людей и оборудования по принципу специализации порождает еще одну проблему: изделие, нужное потребителю, не привязано к одному отделу. Чтобы превратиться в то, что требуется потребителю, оно кочует по разным отделам. Проектированием, снабжением и финансированием занимаются разные отделы. Через эти отделы проходит множество потоков создания ценности, поэтому каждый раз, когда изделие передается в очередной отдел, возникает задержка. Поток единичных изделий предполагает, что вы последовательно выстраиваете все технологические операции в единую линию, которая позволяет выполнить заказ потребителя в кратчайшие сроки.
На рис. 8.1 схематично представлена компьютерная фирма, состоящая из трех отделов. Один отдел изготавливает системные блоки, второй производит мониторы и подсоединяет их к системному блоку, а третий тестирует готовые компьютеры (на самом деле, при изготовлении компьютера в технологической цепочке задействовано множество компаний и отделов). При такой структуре транспортный отдел считает целесообразным за один раз перемещать партию в 10 единиц. Каждый отдел затрачивает на единицу одну минуту, следовательно, партия компьютеров проходит каждый отдел за 10 минут. Без учета времени перемещения между отделами на изготовление и тестирование первой партии в 10 единиц будет затрачено 30 минут. На то, чтобы подготовить первый компьютер к отгрузке и отправке потребителю, уйдет 21 минута, несмотря на то что создание добавленной ценности в процессе его изготовления занимает всего три минуты.

Рис. 8.1. Процесс создания партии компьютеров
В системе, созданной ?но, эффективность отдельного процесса или работы транспортного отдела не определяет идеальный размер партии. Идеальный размер партии при бережливом подходе неизменен – это одно изделие. ?но не пытался оптимизировать использование людей и оборудования в изолированных отделах. Первый завод Toyota работал именно по методу заводов Ford. Но это не давало нужных результатов, ведь Toyota не могла соперничать с Ford по объемам производства и экономии, обусловленным масштабами производства. Поэтому Оно решил оптимизировать поток материала, чтобы он быстрее проходил через завод. Это означало уменьшение партии. И чтобы сделать это, проще всего было разрушить барьеры между отделами и вместо островков, которые специализировались на отдельных операциях, создать рабочие ячейки, объединенные по изделиям, а не по процессам.
На рис. 8.2 представлен тот же самый процесс изготовления компьютеров, организованный по принципу рабочей ячейки, через которую проходит поток единичных изделий. Если бы за этот процесс принялся ?но, он взял бы в одном отделе оборудование, необходимое для изготовления системного блока, в другом отделе оборудование для изготовления монитора и испытательный стенд из отдела тестирования и выстроил из этих операций последовательную цепочку. Иными словами, он создал бы ячейку для потока единичных изделий. Потом он убедился бы, что операторы не создают запасы между данными тремя операциями. Например, тот, кто делает системные блоки, не должен приниматься за изготовление очередного блока, пока не будет изготовлен монитор для предыдущего блока и пока из этих двух сборочных узлов не будет создано готовое изделие. Иными словами, никто не должен производить сверх того, что понадобится немедленно. В результате за 12 минут операторы подобной ячейки изготавливают 10 компьютеров. К тому же такой бережливый процесс позволяет подготовить к отгрузке первый работоспособный компьютер всего за три минуты вместо 21. Эти три минуты и представляют собой чистое время создания добавленной ценности. Поток позволил избавиться от перепроизводства и запасов.
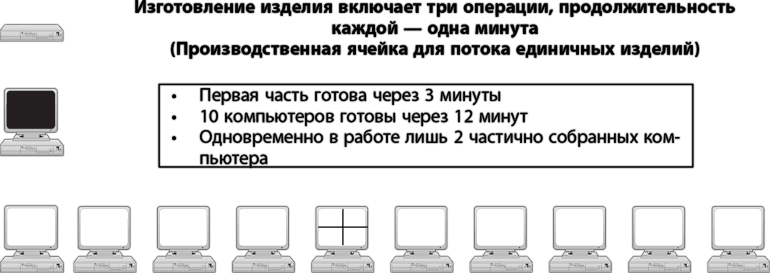
Рис. 8.2. Пример непрерывного потока
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
8. Традиционная разработка мегапроектов
8. Традиционная разработка мегапроектов Традиционный подход Заканчивая предыдущую главу, мы объяснили, как организационные и финансовые схемы мегапроектов могут оказывать значительное влияние на риски и затраты в таких проектах. Поэтому мы пришли к выводу, что
6.2. Традиционная и логистическая концепции организации производства
6.2. Традиционная и логистическая концепции организации производства Организация материальных потоков внутри предприятия зависит от особенностей реализации готовой продукции. В условиях дефицита на рынке, когда существует полная уверенность, что продукция будет
Традиционная организация диагностики
Традиционная организация диагностики Предположим, что у потребителя возникла простая проблема: хроническая хрипота и боль в горле, особенно по ночам. Хотя и в медицинской энциклопедии, и в Интернете можно найти немало материалов по диагностике и лечению подобных
Улучшенная традиционная диагностика
Улучшенная традиционная диагностика Если посмотреть на традиционный вариант организации диагностики с помощью поликлиники и крупного медицинского центра, то станет очевидным, что значительная часть времени пациента и персонала тратится при первоначальном контакте и
Слабое звено массового маркетинга
Слабое звено массового маркетинга Несмотря на то, что термины «сегментирование рынка» и ««целевой маркетинг» часто употребляют как синонимы, обозначают они не совсем одно и то же. Гуру маркетинга Филип Котлер, чье предисловие украшает первые страницы этой книги, дал
3.2.2. Традиционная оценка
3.2.2. Традиционная оценка Традиционная оценка основана на расчете коэффициентов эффективности проектов.Можно использовать разные подходы традиционной оценки (методы оценки проектов).1. Метод чистых оценок эффективности (без дисконтирования). Самый простой подход, потому
ОРУЖИЕ МАССОВОГО УНИЧТОЖЕНИЯ?
ОРУЖИЕ МАССОВОГО УНИЧТОЖЕНИЯ? Результатом всего этого стал необычайный рост финансового сектора во всем мире, особенно в богатых странах. Этот рост выражался не только в абсолютных показателях. Наиболее важный момент состоит в том, что финансовый сектор вырос намного
4.2.1 Традиционная экономика
4.2.1 Традиционная экономика Традиционная экономика – это экономика, в которой практика использования ресурсов определяется традициями и обычаями. Для стран с традиционной экономикой характерна многоукладность, т. е. существование различных форм хозяйствования,
3.2.1. Традиционная экономика
3.2.1. Традиционная экономика Традиционная экономика – это экономика, в которой практика использования ресурсов определяется традициями и обычаями.Для стран с традиционной экономикой характерна многоукладность, т. е. существование различных форм хозяйствования,
1.1.1. Эпоха массового производства
1.1.1. Эпоха массового производства История современного предпринимательства в США берёт начало примерно в 20—30-х годах XIX века. Первый импульс к экономическому объединению страны был дан постройкой системы каналов, второй — созданием общенациональной сети железных
1.1.2. Эпоха массового сбыта
1.1.2. Эпоха массового сбыта В первые три десятилетия нынешнего века успех был гарантирован фирме, предлагавшей самую низкую цену. Продукция была практически лишена внутривидовых различий, и секрет успеха состоял в умении добиться самой низкой себестоимости единицы
Осознайте выгоды массового заказа
Осознайте выгоды массового заказа Майкл Делл хорошо знает выгоды прямых продаж. «Быть прямым» (Be direct) – этот лозунг стал моделью бизнеса для Dell Computer Corporation со дня ее основания. Такая модель побуждала обслуживать клиентов непосредственно по бесплатным телефонным линиям.
«Оружие массового финансового поражения»
«Оружие массового финансового поражения» В 1995 году в разгар эпохи Клинтона-Рубина бывший банк Алана Гринспена «Дж. П. Морган» ввёл новшество, которое в течение следующего десятилетия революционизирует всю банковскую систему. Нанятая банком 34-летняя выпускница
ТРАДИЦИОННАЯ СИСТЕМА (ДО 1971 Г).
ТРАДИЦИОННАЯ СИСТЕМА (ДО 1971 Г). Отношения, превалировавшие до 1971 г. и даже большую часть 1970-х гг., можно описать как систему коллективного представительства, предназначенную для сдерживания конфликтов. Добровольные коллективные переговоры между работниками и
Финансовые инструменты массового уничтожения
Финансовые инструменты массового уничтожения Хотя мы – не сторонники протекционистских предложений м-ра Баффетта, но наиболее согласны с его взглядами, касающимися развития финансовых рисков, связанных с производными инструментами, которые изобретены для того,
Традиционная теория управления
Традиционная теория управления Я обнаружил, что в некоторых языках, таких как шведский, французский и сербо-хорватский, глагол to manage не имеет буквального перевода. В этих языках вместо него чаще используются такие глаголы, как направлять, руководить или приказывать.