Принцип дзидока – остановить процесс ради встраивания качества
Принцип дзидока – остановить процесс ради встраивания качества
Дзидока – вторая важнейшая составляющая TPS. Ее основы заложил Сакити Тоёда, автор огромного количества изобретений, который совершил переворот в производстве автоматических ткацких станков. Среди его изобретений было устройство, которое останавливало станок в случае обрыва нити. После этого вы могли снова запустить станок и, что самое важное, решить проблему, чтобы избежать повторного появления дефекта (потерь!). Как неоднократно происходило в истории TPS, простое изобретение и простая идея положили начало пониманию весьма важных вещей. Качество следует встраивать, то есть необходим способ оперативного выявления дефектов и автоматической остановки производства. Такой способ позволит рабочему устранить проблему, не передавая дефект на следующую стадию процесса. Один из крупнейших американских специалистов по TPS Алекс Уоррен, бывший исполнительный вице-президент Toyota Motor Corporation, штат Кентукки, дал следующее определение дзидока, которая расширяет возможности работника[25]:
Если речь идет об оборудовании, мы оснащаем его устройствами, которые обнаруживают отклонения и останавливают станок автоматически. Что касается людей, им дано право нажать на кнопку или дернуть шнур – такие шнуры называются «шнуры андон» – и остановить сборочную линию. Любой член команды может остановить линию, если он заметил отклонение от стандарта. Таким образом, мы возлагаем на членов команды ответственность за качество. Они чувствуют эту ответственность и ценят предоставленные им полномочия. Они понимают, что им доверяют.
Дзидока называют также автономизацией – наделением оборудования человеческим интеллектом. Станок останавливается, если возникает проблема. Гораздо эффективнее и дешевле обеспечить качество на месте (не допустить передачу проблемы дальше по потоку), чем заниматься проверкой качества и исправлением дефектов постфактум.
При бережливом производстве особенно важно производить качественные изделия сразу. Поскольку уровень запасов очень низкий, при проблемах с качеством вы не можете рассчитывать на буферный запас. Проблема при выполнении операции А быстро приведет к прекращению работ на операции Б. Когда оборудование останавливается, флажки или световая индикация, сопровождаемая музыкой или звуковым сигналом тревоги, оповещает о том, что требуется помощь. Такая сигнальная система называется андон. Слово «андон» означает световой сигнал, зовущий на помощь.
Хотя ни у кого не вызывает сомнений, что проблемы качества нужно выявлять и решать как можно быстрее, при традиционном массовом производстве менеджерам и в голову не приходит останавливать производство. Если удается заметить некачественные детали, их помечают и откладывают в сторону, чтобы, когда предоставится возможность, заняться их исправлением. Такими исправлениями занимается уже другой участок. Девиз массового производства: «Любой ценой производить как можно больше, а проблемы исправим потом». Президент завода Toyota в Джорджтауне Гэри Конвис сказал мне:
Когда я работал в компании Ford, того, кто не обеспечивал во время своей смены 100 % выработки, вызывали «на ковер». Линию не останавливали никогда. Здесь мы не работаем 100 % запланированного времени. Мне кажется, сильная сторона Toyota в том, что высшее руководство понимает значение системы андон… Они выстрадали эту систему, и они поддерживают ее. За годы, которые я проработал в Toyota, меня ни разу не упрекнули за то, что, остановив производство ради безопасности и качества, мы потеряли в объемах выпуска продукции. Руководство интересовало только одно – позволило ли это выявить первопричины проблемы и нужна ли нам помощь. Тем, кто работает у нас, я говорю: неприятности ждут вас в двух случаях – первый, если вы не явитесь на работу, и второй, если, обнаружив проблему, вы не дернете за шнур. Для обеспечения качества чрезвычайно важно чувство ответственности.
Здесь мы сталкиваемся с парадоксом. Руководство Toyota не требует, чтобы 100 % времени работа велась без остановки, даже когда сборочная линия может работать весь день, но при этом по производительности предприятия Toyota постоянно опережают другие автомобильные компании. Почему? Потому что в Toyota давно усвоили: выявление первоисточника проблем с качеством экономит время и деньги. Неустанно выявляя и решая проблемы, вы устраните потери, добьетесь значительного роста производительности и повергнете в прах конкурентов, которые заставляют сборочные линии работать на износ и накапливают проблемы.
Когда конкуренты Toyota, в конце концов, стали использовать систему андон, они ошибочно полагали, что, если каждое рабочее место оснащено системой остановки всей линии, стоит нажать кнопку – тут же со скрежетом и скрипом встанет вся сборочная линия. Однако андон, который используется на всех заводах Toyota по сборке автомобилей и производству двигателей, называют также «системой остановки участка линии». На рис. 11.1 показано, что, когда оператор на рабочей позиции 5 нажимает кнопку андон, загорается желтый световой сигнал, но линия продолжает движение. Лидер команды должен отреагировать на этот сигнал, прежде чем автомобиль достигнет следующей рабочей позиции. Если он этого не сделает, загорится красный световой сигнал и участок сборочной линии остановится автоматически. На сборочных линиях, с которых сходит одна машина в минуту, у лидера команды есть 15–30 секунд. В течение этого времени он может быстро решить проблему или обнаружить, что ее можно решить, не останавливая линию и не препятствуя перемещению автомобиля на следующую рабочую позицию. Если ни то ни другое невозможно, лидер команды останавливает линию. Большое внимание уделяется подготовке лидеров команд, которые должны освоить стандартные процедуры, предусмотренные сигнальной системой андон.
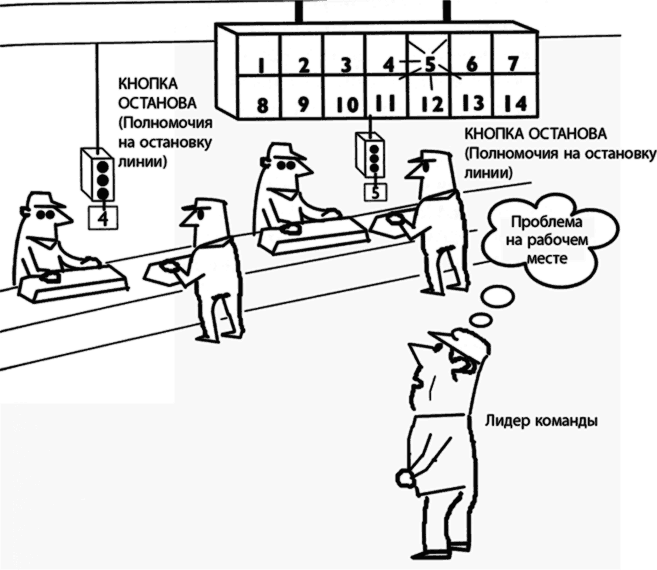
Рис. 11.1. Система андон на линии ручной сборки
Сборочная линия делится на участки с небольшим «буферным запасом» автомобилей между ними (обычно от 7 до 10 машин). Такие буферы в случае остановки участка позволяют следующему участку продолжать работать в течение 7–10 минут, прежде чем он тоже будет остановлен, и т. д. Останавливать весь завод приходится редко. Получается, что андон решает стоящие перед ним задачи, не ставя без необходимости под угрозу производство в целом. Автомобильным компаниям США понадобились годы, чтобы понять, как применять этот инструмент TPS. Часто рабочие и лидеры команд не решались остановить линию лишь потому, что речь действительно шла об остановке всей линии!
Встраивание качества благодаря дзидока было особенно важно для Toyota при производстве Lexus, ведь владельцы этой машины предъявляют к ней чрезвычайно высокие требования. До недавнего времени автомобили Lexus производились только в Японии, где уровень производственной культуры и качества является неоспоримым. Затем встал вопрос: можно ли собирать Lexus в Северной Америке и при этом соблюсти высочайшие требования к качеству, которые предъявляет потребитель? Ответ был положительным, и производством Lexus стал заниматься завод Toyota в Кембридже, провинция Онтарио, Канада. В числе инноваций, которые способствуют достижению совершенства, – ряд технологий и процессов, позволяющих поднять андон на новый уровень.
Рэй Тэнгуэй, президент Toyota Motor Corporation в Канаде, понимает, что теперь, когда компания перешла с изготовления моделей Corolla и Matrix на Lexus RX 330, планка поднята значительно выше. Чтобы покупатели Lexus получили качество Lexus, на предприятии освоено множество инноваций, касающихся людей, процессов и технологий производства. Так, станки и роботы на линии оснащены встроенными датчиками для выявления любых отклонений от стандарта. С помощью радиопередатчиков они посылают электронный сигнал лидерам команд, которые носят наушники. Поскольку не все проблемы можно выявить в процессе производства, проводится детальная проверка качества каждого готового RX 330 по 170 позициям. Тэнгуэй постоянно носит на поясе персональный электронный помощник Blackberry и при обнаружении ошибки в готовом автомобиле немедленно получает сообщение о происшедшем вместе с цифровым фото выявленного дефекта. Тэнгуэй отправляет эту фотографию на электронную доску объявлений завода, где все рабочие видят допущенную ошибку и принимают меры, чтобы она не повторялась. Несмотря на то что такая технология является новой, в ее основе лежит все тот же принцип: следует выявлять проблемы, делая их очевидными, и немедленно принимать контрмеры.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
4.1. Последствия продажи товаров ненадлежащего качества. Порядок предъявления и рассмотрения требований потребителей по поводу качества приобретенного товара
4.1. Последствия продажи товаров ненадлежащего качества. Порядок предъявления и рассмотрения требований потребителей по поводу качества приобретенного товара Качество товара – это сложное понятие, которое включает в себя различные компоненты. В первую очередь к ним
Принцип от обратного, или Принцип пряника
Принцип от обратного, или Принцип пряника Во многих ситуациях целесообразнее и проще стимулировать желательное поведение, чем пытаться искоренить нежелательное. Особенно это касается процессов, возможность эффективного контроля которых ограничена существенными и
Предпосылка № 3. Работайте ради приобретения активов, а не ради денег
Предпосылка № 3. Работайте ради приобретения активов, а не ради денег Предприниматели, желающие развить в себе волшебный дар Мидаса, работают не ради денег. Цель их деятельности состоит в приобретении активов. Если бы перед нами поставили задачу выделить всего одну
МОЖНО ЛИ ОСТАНОВИТЬ НАТО?
МОЖНО ЛИ ОСТАНОВИТЬ НАТО? “Мы намерены сохранять политическую линию на расширение НАТО. Сейчас наступила ситуация, когда надо предпринять следующий шаг в этом направлении. В предыдущем месяце я призвал весной или в начале лета следующего года назвать первую группу
Приложение 7 КАК ОСТАНОВИТЬ «УТЕЧКУ МОЗГОВ» И ВЕРНУТЬ НАУКУ ПОД ГОСУДАРСТВЕННУЮ ОПЕКУ
Приложение 7 КАК ОСТАНОВИТЬ «УТЕЧКУ МОЗГОВ» И ВЕРНУТЬ НАУКУ ПОД ГОСУДАРСТВЕННУЮ ОПЕКУ В настоящее время в Российской Федерации сложилась критическая ситуация с развитием научных исследований, осуществление технологической модернизации производства, связанной с
Можно ли остановить бегство капитала из России?
Можно ли остановить бегство капитала из России? Ослабление правительственного контроля за валютным оборотом в значительной степени обусловлено введением в стране режима «внутренней конвертируемости рубля». «Долларизация» российской экономики, осуществленная с
Глава 8 Принцип 2: процесс в виде непрерывного потока способствует выявлению проблем
Глава 8 Принцип 2: процесс в виде непрерывного потока способствует выявлению проблем Если в производстве, организованном как поток единичных изделий, возникает проблема, останавливается вся производственная линия. В этом смысле это очень плохая система производства. Но
Встраивание качества – принцип, а не технология
Встраивание качества – принцип, а не технология История, которую рассказал мне управляющий заводом Reiter Automotive (поставщик звукопоглощающих материалов), помогает понять, что необходимо для успешного встраивания качества. Он руководит заводом, который изготавливает
Принцип: стандартизация – основа непрерывного совершенствования и качества
Принцип: стандартизация – основа непрерывного совершенствования и качества Стандарты Toyota не сводятся к унификации заданий, которые выполняют цеховые рабочие. Подход Toyota предполагает также стандартизацию заданий в рамках рабочих процессов, которыми занимаются
Принцип – новая технология должна поддерживать человека, процесс и ценности
Принцип – новая технология должна поддерживать человека, процесс и ценности Новые технологии в Toyota внедряются лишь после экспериментальной проверки с участием широкого круга специалистов, представляющих разные функциональные подразделения. Это не исключает
Всеобщий контроль качества / Всеобщий менеджмент на основе качества
Всеобщий контроль качества / Всеобщий менеджмент на основе качества Один из принципов японского управления – всеобщий контроль качества (TQC), применяя который, сначала делали акцент на управлении процессом обеспечения качества. Впоследствии он перерос в систему,
Падению предшествует гордость: как вовремя остановить себя
Падению предшествует гордость: как вовремя остановить себя [8]Самонадеянность излечима. Вы можете сделать ряд вещей, чтобы остановить себя на краю пропасти, прежде чем вы потерпите фиаско (или приведете к провалу свою команду или организацию):• Определите, соответствуете
4.4. Принцип качества
4.4. Принцип качества Обычно внедрение lean предлагают начинать сразу с системы 5S. Потому что так говорят японские специалисты, потому что это понятная и простая система, потому что она сразу дает видимый результат. Правда, не всегда этот результат дает что?то, кроме
Можете ли вы описать инвестиционный процесс, используемый Social Entrepreneurs Fund? В чем его особенности? Иными словами, чем процесс финансирования социального проекта отличается от финансирования обычного бизнеса?
Можете ли вы описать инвестиционный процесс, используемый Social Entrepreneurs Fund? В чем его особенности? Иными словами, чем процесс финансирования социального проекта отличается от финансирования обычного бизнеса? Мы изучаем бизнес и осуществляем инвестиции почти так же, как