Управление входом (люди, материалы и оборудование)
Управление входом (люди, материалы и оборудование)
Мастер (супервайзер) – это человек, который непосредственно на производственной линии отвечает за работу приблизительно 20 операторов в гемба и за выход. Уровень контроля может варьировать от отрасли к отрасли и от компании к компании. И само название должности такого человека тоже может изменяться: его могут называть лидером группы, бригадиром, хансо (hancho) или мастером (meister) в Германии. (Между прочим, слово «хансо», изначально означавшее в японском языке «руководитель» или «босс», означает «мастер», когда используется в гемба.)
В гемба мастер управляет входами, чтобы получить выходы. Входы представляют собой так называемые «3 М»: люди, материалы и оборудование. (Иногда технологии и измерения добавляются к этим «3 М», и в результате получается «5М»). Выходы – это качество, затраты и поставка, или, сокращенно, QCD. Иногда к этим трем компонентам добавляются «мораль» (morale) и безопасность (safety) и получается то, что сокращенно называют QCDMS.
Мастера компании отвечают за достижение выходов «качество, затраты, поставка», но чтобы делать это, они должны управлять основными 3 М, а именно: людьми, материалами и оборудованием.
Прежде всего, мастера обязаны уметь управлять своими людьми. Однако они часто говорят: «Да, я знаю, что от меня требуют производить качественную продукцию по графику, но, видите ли, у наших людей нет мотивации хорошо работать, они плохо обучены и даже не выполняют установленных стандартов. У меня руки опускаются!»
Ни у одного мастера нет оснований для таких заявлений. Если его люди не мотивированы, то он должен внедрять различные программы, чтобы их заинтересовать. Если люди не следуют стандартам, надо разработать контрмеры. Вполне вероятно, что действующие стандарты устарели и уже не работают или операторам недостает знаний, чтобы их выполнять. Или в производственной среде слишком много муда, мура и мури, что делает следование стандартам слишком трудным. Мастера, обвиняющие своих людей, слагают с себя полномочия.
Руководство одного завода по производству электронных устройств, где используется послеобеденный труд частично занятых домохозяек, выявило, что люди, работающие по такому графику, производят гораздо больше брака, чем штатные сотрудники. Данные показали, что большинство ошибок в работе происходит примерно около 3 часов дня. Когда менеджеры опросили домохозяек, о чем они думали в это время, наиболее типичными были следующие ответы:
«Примерно в это время я вдруг вспомнила, что детям пора вернуться из школы домой, и начала волноваться, нашли ли они печенье, которое я оставила в холодильнике».
«Я начинаю думать об обеде и прикидываю, в какой ближайший магазин пойти, чтобы купить рыбу. Мне хочется знать, где предоставляют наибольшие скидки. Госпожа А., работающая на соседней линии, хорошо об этом осведомлена, и, возможно, я встречусь с ней после работы».
Полученные впечатления от бесед с сотрудниками, которые работают на условиях частичной занятости, побудили менеджмент выделить им большое помещение, чтобы они во время перерыва в три часа дня смогли там пить кофе. Менеджеры объяснили людям, что они могут поговорить о печенье, рыбе, лидерах скидок на рынках или на другие сокровенные темы, но после перерыва должны сосредоточиться на своей работе. В результате уровень брака в компании заметно сократился.
На рис. 9–1 показана диаграмма причина – результат, применяемая для оценки работы мастера. Она называется диаграммой Исикавы (Ishikawa diagram), названной в честь ее разработчика, профессора Каору Исикавы. Из-за формы ее также называют «диаграммой рыбий скелет» (fishbone diagram). Эффект (результат) – это качество, затраты, поставка (QCD). Причины (процессы) – это материалы, оборудование, люди, измерения и технологии («5М»). В зависимости от обстоятельств, к диаграмме можно добавить еще и другие причины (в данном случае, окружающую среду).
Управляя причинами, мастера могут реализовать цель своей работы – «качество, затраты, поставка».
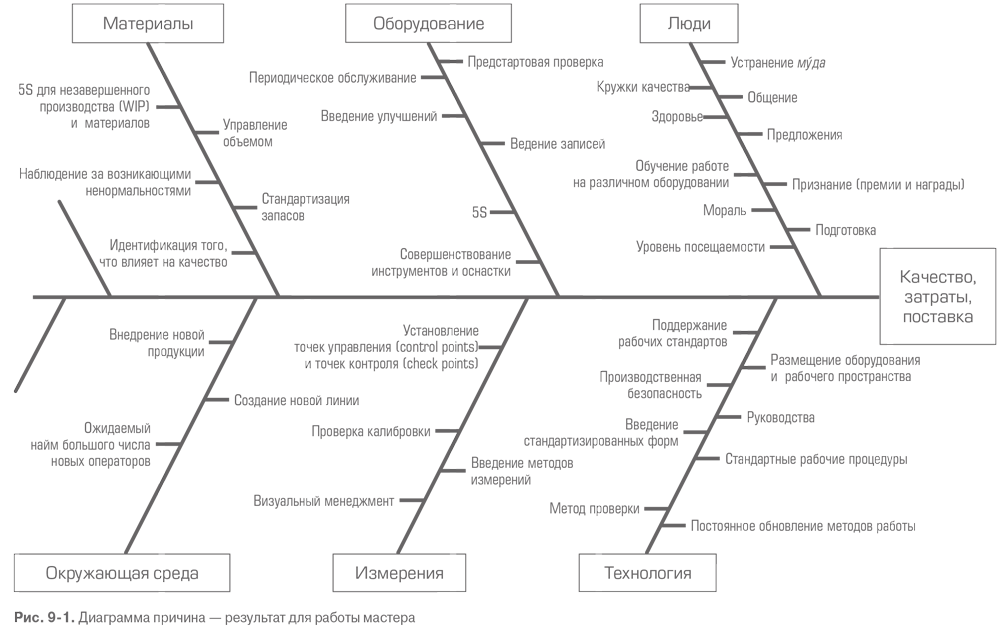
На диаграмме показано, что так же, как материалами и машинами, мастерам в гемба надо распоряжаться людьми. Чтобы сделать это, им надо управлять несколькими более мелкими «косточками» на схеме Исикавы: подготовкой персонала, обменом информацией, кружками качества, системами предложений, вознаграждений и наград, невыходами на работу и моралью. Всякий раз, когда мастера встречаются с проблемой, связанной с человеческим фактором, предполагается, что они найдут ее решение.
В Nissan Motor Company две главные задачи мастера определены следующим образом. Первая – произвести запланированный объем продукции. В этом случае предполагается, что цели качества и затрат достигаются вместе с объемом производства. Вторая главная задача – развитие и обучение сотрудников. Для этого мастер должен быть способен передать свои технические и управленческие навыки, способствуя росту своих подчиненных, которые смогут выполнять его функции в будущем, а также обучая вновь принятых на работу людей.
Суити Ёсида, консультант по кайдзен и управляющий директор Kaizen Institute of Japan, прошел курс обучения по «Программе обучения руководства» перед тем, как в 1970 году был выдвинут на должность менеджера подразделения автосборочного завода Nissan Motor, расположенного в пригороде Токио. Подобно большинству японских компаний, Nissan Motor модифицировала исходную американскую «Программу обучения руководства», чтобы она соответствовала собственным требованиям компании Nissan, и использовала ее в качестве одного из квалификационных требований для продвижения на должности менеджеров.
Впоследствии Ёсида был назначен одним из штатных преподавателей «Программы обучения руководства» в компании Nissan. Поскольку более половины этой десятичасовой программы занимали курсы обучения на рабочих местах (JIT), обучение методам работы (JMT) и обучение в сфере внутрикорпоративных отношений, Ёсида получил лицензию на подготовку по «Программе внутрипроизводственного обучения». Позднее он стал преподавать на курсах обучения для мастеров, после того как в 1976 году был переведен на завод Tochigi Plant, входящий в компанию Nissan Motor. В то время японская автомобильная промышленность в значительной степени зависела от притока сезонных рабочих с низкой квалификацией, чтобы производить автомобили, которые могли удовлетворить быстро растущий спрос на внутреннем и внешнем рынке. Подобно ситуации, сложившейся в американской индустрии в период Второй мировой войны, японская автомобильная промышленность должна была в сжатые сроки обучить неквалифицированных рабочих, и использование «Программы внутрипроизводственного обучения» было признано весьма результативным. Каждый курс был рассчитан на одну неделю обучения и включал двухчасовую лекцию и практические занятия. После лекций слушатели возвращались в гемба, чтобы применить на практике все то, чему они только что научились.
Также по своей инициативе Ёсида предложил преподавать мастерам английский, т. к. это был язык «технического жаргона», используемого в японской автомобильной промышленности. Проводимые им занятия получили условное наименование «Школа Ёсида по изучению английского» – YES (Yoshida English School) Course. Если погода позволяла, Ёсида проводил занятия вне заводских помещений, на лужайках.
По его мнению, мастерам не стоит вести себя подобно тюремщикам, стремящимся уличить и наказать. Они должны работать как наставники и заботиться о своих подчиненных. Всякий раз, когда обнаруживаются ошибки, мастерам следует подумать, в силу каких причин их обучение не принесло желаемого результата и каким образом его улучшить. Ёсида говорил, что мастера должны относиться к своим людям с душой и умом.
В компании Nissan в обязанности мастеров входят:
• подготовка рабочих стандартов;
• организация обучения и проверка того, что операторы работают по стандартам (в этом состоит поддержание функции управления);
• совершенствование текущей ситуации путем улучшения стандартов (в этом состоит совершенствование функции управления);
• учет ненормальностей и немедленные действия по ним;
• создание здоровой производственной среды.
Первичная обязанность мастера – работа с ненормальностями на рабочем месте. Ниже представлены ситуации, которые их содержат:
• невыполнение стандартной рабочей процедуры;
• отклонения в рабочих процедурах операторов, материалах или комплектующих;
• отказ в работе оборудования, инструмента или оснастки;
• брак или появление симптомов его возможного появления;
• выход процесса из управляемого состояния или обнаружение необычного распределения на контрольной карте.
Прежде всего, мастер должен знать, в чем состоит ненормальность. В стандартах следует определить условия, которые к ней приводят, и объяснить шаги, которые надо предпринять при их возникновении. В большинстве стандартов указано, как действовать правильно, но не определено, что такое ненормальность и что делать для ее устранения.
Если в процессе появились какие-то отклонения, мастер должен сразу же идти в гемба, убедиться в случившемся на месте или исходя из поступившей информации, а затем быстро принять меры. Для этого он или она должны следовать пяти принципам гемба.
В ряде компаний проводятся трехминутные совещания с операторами в гемба. На них мастера рассказывают о недавно замеченных ненормальностях, о том, какие срочные корректирующие действия они предприняли, и о мерах, одобренных в качестве постоянного решения возникших проблем. Иногда на таком совещании менеджер дает свои комментарии и руководящие указания, что обеспечивает хорошую возможность обучения мастеров, а также способствует коммуникации между мастерами и их начальниками.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Оборудование и техника
Оборудование и техника • Шредер (измельчитель бумаги).• Компьютер.• Принтер или многофункциональное устройство (принтер, факс, сканер).• Интернет (высокоскоростной, беспроводной, «позаимствованный» у
Переносное оборудование
Переносное оборудование • Трехдырный дырокол.• Двухдырный дырокол.• Степлер.• Антистеплер.• Ножницы.• Держатель для клейкой ленты.• Ручки, карандаши (в подставках).• Точилка.• Линейка.• Конвертовскрывающая машина.• Бумагодержатели (кнопки в
Пример 3. Организация импортировала материалы. Таможенные пошлины включены в состав расходов, но материалы в производство не списаны
Пример 3. Организация импортировала материалы. Таможенные пошлины включены в состав расходов, но материалы в производство не списаны В соответствии с подп. 1 п. 1 ст. 254 НК РФ затраты налогоплательщики включают в состав материальных расходов при на приобретении
Оборудование и технологические линии
Оборудование и технологические линии Состав документов, запрашиваемых при залоге оборудования, вариативен в зависимости от кредитной политики банка. Минимальный набор документов, на основании которого можно провести залоговую экспертизу и оформить залог, – это
Оборудование и материалы
Оборудование и материалы Как правило, для комплекса SPA необходимы: гидромассажная ванна, душевая кабина, несколько массажных столов (которые также используются для водорослевых и грязевых обертываний).Выбрать ванну с гидромассажем не так-то легко. Вот понравилась вам
3.2 Машины и оборудование
3.2 Машины и оборудование Теперь о крупнейших статьях экспорта машин и оборудования.Автомобили: при всех разговорах о неконкурентоспособное(tm) автомобильной промышленности она показывает высокие темпы роста экспорта (183 % за четыре года), почти наполовину за счет рынков
оборудование
оборудование Когда-то я был знаком с одной секретаршей, организованности которой просто поражался. Она всегда знала, где и что лежит. Ее рабочее место было само совершенство. Когда я познакомился с ней, она уже шесть месяцев работала с новым начальником. Ее предыдущий шеф
Управление другими людьми Новые люди в вашей компании
Управление другими людьми Новые люди в вашей компании По мере развития бизнеса, вам могут понадобиться новые сотрудники. Может быть, окажется много заказов, с выполнением которых вы не справляетесь, а может, вы захотите снизить нагрузки. Период, когда видны очевидные
Оборудование и программное обеспечение
Оборудование и программное обеспечение Выбору оборудования для профессиональной кухни можно было бы посвятить отдельную книгу, потому здесь мы затронем лишь несколько принципиально важных элементов оснащения
Тепловое оборудование
Тепловое оборудование Прежде всего, оно представлено пароконвекционной техникой. Пароконвектомат сегодня без преувеличения можно назвать самым важным элементом в ресторанном производстве. Желание максимально сократить пространство подсобных помещений, но предельно
Холодильное оборудование
Холодильное оборудование Ресторанный «холод» условно можно разделить на четыре группы: холодильные и морозильные камеры для стокового хранения, «работники» ресторанных цехов (холодильные столы и шкафы), техника для экспонирования готовых блюд в торговом зале и машины
Оборудование
Оборудование • Откуда вы знаете, что оборудование производит качественную продукцию? Если оно снабжено механизмами дзидока и пока-ёкэ (дуракоустойчивость), то останавливается сразу же, как только что-то идет не так. Если перестает работать станок, надо выяснить причину.
Глава 22 Как вам кажется, какое оборудование требует замены или ремонта, а какое оборудование по каким-то причинам используется не на все 100 % или неправильно?
Глава 22 Как вам кажется, какое оборудование требует замены или ремонта, а какое оборудование по каким-то причинам используется не на все 100 % или неправильно? Я не представляла, что услышу в ответ на этот вопрос что-нибудь, кроме жалоб директоров на тяжелые ноутбуки,
82. Оборудование аудиторий
82. Оборудование аудиторий Суть идеиВ процессе обучения в Московской школе управления СКОЛКОВО мы увидели много новшеств в технологии образования. Это специальные проекторы, встроенные микрофоны, огромный пульт, при помощи которого можно управлять звуком, видео,
Оборудование: обязательное и не очень
Оборудование: обязательное и не очень Конечно, в салоне необходим кассовый аппарат. Можно купить большой, можно маленький. Обслуживание кассового аппарата, покупка ленты и прочие расходы составляют около двадцати шести тысяч рублей в год.Холодильник в салоне также
Глава 13 Оборудование
Глава 13 Оборудование Чтобы начать частную практику дизайнера интерьера, по сути, нужно только одно – горячее желание. Но все же поговорим о том оборудовании, которое обеспечивает более высокий уровень вашей работы и является в большей или меньшей степени необходимым в