Метод производства, сглаживающий нагрузку
Метод производства, сглаживающий нагрузку
Внедрить систему выровненного производства станет легче, если ясно себе представить, что такое время такта.
Ранее мы сказали, что у модели Corona 800 тыс. компоновок. Однако предположим для простоты, что выпускается только пять модификаций Corona. Назовем их А, Б, В, Г и Д.
Требуемое количество (объем производства) и время такта для этих пяти модификаций приведены в следующей таблице (рис. 10).
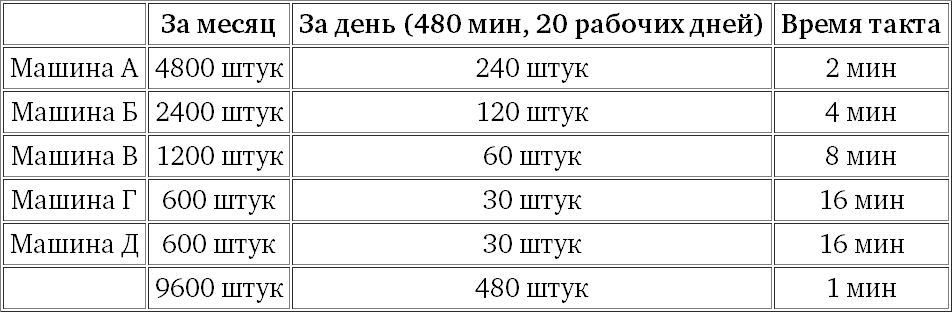
Рис. 10. Требуемое количество и время такта для пяти модификаций автомашины
Чтобы получить время такта, можно использовать следующую упрощенную формулу:
Время цикла (такт) = Дневное время работы/Требуемое число в день (штук).
Нередко мы видим, что в цехах время такта рассчитывается неправильно. Нужно следить за правильностью расчетов.
Ошибки возникают из-за того, что этот показатель рассчитывают по состоянию на данный момент, включая существующую мощность оборудования и трудозатраты. Менеджеры говорят: «У нас такая-то мощность оборудования и столько-то людей. Поэтому мы можем произвести такое-то количество продукции. И мы в состоянии производить одну единицу продукции за столько-то минут».
С точки зрения системы Toyota этот подход совершенно не верен. Исходить нужно из того, сколько единиц продукции вам нужно произвести сегодня. Рассчитать требуемое количество людей можно на основе времени такта, которое, в свою очередь, определяется исходя из требуемого в данный день объема производства. Цель Toyota – выполнять работу с минимальным числом людей. Если кто-то раздумывает над тем, что он сможет сделать при том числе людей, которое у него уже есть, то результатом будут избыточная производственная мощность и потери, связанные с перепроизводством.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Кассовый метод и метод начислений
Кассовый метод и метод начислений Очень важно, как именно считаются деньги. Если используется кассовый метод бухгалтерского учета, то операция регистрируется только после того, как деньги переходят из одних рук в другие. Малые предприятия могут вполне довольствоваться
Метод Юга
Метод Юга Посмотрим, как доктор Юг покупает автомобиль. Может показаться, что он крайне бережлив. Многие ПНБ, подобные доктору Югу, отводят от себя обвинения в расточительности, уверяя, что они покупают все по цене, близкой к себестоимости дилера, равной ей или даже
Лекция 12 Тема: РЫНОК ФАКТОРОВ ПРОИЗВОДСТВА ЦЕНООБРАЗОВАНИЕ И ДОХОДЫ ОТ ФАКТОРОВ ПРОИЗВОДСТВА
Лекция 12 Тема: РЫНОК ФАКТОРОВ ПРОИЗВОДСТВА ЦЕНООБРАЗОВАНИЕ И ДОХОДЫ ОТ ФАКТОРОВ ПРОИЗВОДСТВА Ранее (см. лекцию 7) говорилось о том, что содержанием микроэкономики является исследование проблем ценообразования на рынках различных товаров, в том числе и на рынках факторов
13.6. Национальное счетоводство: балансовый метод, метод системы национальных счетов
13.6. Национальное счетоводство: балансовый метод, метод системы национальных счетов Исчисление важнейших макроэкономических показателей осуществляется посредством системы национального счетоводства (СНС). СНС – это специальные таблицы и балансы, в которых отражено, с
1.1.18. Метод определения общественных институтов, необходимых развивающимся странам для перехода к индустриальному способу общественного производства
1.1.18. Метод определения общественных институтов, необходимых развивающимся странам для перехода к индустриальному способу общественного производства Каким же образом можно подойти к определению общественных институтов, недостающих развивающимся странам для
20. Метод маркетингового исследования с использованием фокус-группы. Панельный метод маркетингового исследования
20. Метод маркетингового исследования с использованием фокус-группы. Панельный метод маркетингового исследования Особое место в системе маркетинговых исследований занимает метод исследования с использованием фокус-группы. Фокус-группа – малая группа лиц, работа
22. Метод бенчмаркинга. Метод ранжирования
22. Метод бенчмаркинга. Метод ранжирования Одним из современных маркетинговых методов является метод бенчмаркинга.Бенчмаркинг – это сравнение показателей ведения бизнеса на предприятии с аналогичными характеристиками компаний с целью определения источников высокой
76. Метод анкетирования, интервьюирование, целевой метод, метод комиссий и конференций
76. Метод анкетирования, интервьюирование, целевой метод, метод комиссий и конференций При проведении метода анкетирования эксперты заполняют предварительно составленные специалистами анкеты, в которых:• формулировки должны исключать смысловую неопределенность;• •
77. Метод «паутина» и метод коллективного блокнота
77. Метод «паутина» и метод коллективного блокнота Методом многокритериального сравнения альтернатив является и графический количественно-качественный метод «паутина». Этот метод удобен в тех случаях, когда невозможно осуществить продолжительную совместную работу,
91. Индексный метод, интегральный способ, метод цепных подстановок
91. Индексный метод, интегральный способ, метод цепных подстановок Индексный метод основан на построении факторных (агрегированных) индексов. Применение агрегированных индексов означает последовательное элиминирование влияния отдельных факторов на совокупный
93. Балансовый метод, метод меньших чисел, метод среднего квадратического
93. Балансовый метод, метод меньших чисел, метод среднего квадратического Балансовый метод состоит в сравнении, соизмерении двух комплексов показателей, стремящихся к определенному равновесию. Он позволяет выявить в результате новый аналитический (балансирующий)
5. Метод статистики
5. Метод статистики В исторической обусловленности статистика изучает динамику социально–экономических явлений.Статистическая методология – это разнообразные методы. применяемые для изучения своего предмета.В настоящее время знание статистики необходимо каждому
Метод компромата.
Метод компромата. Вы запускаете какую-то информацию, которая вызывает сомнения у целевой аудитории в компетентности вашего противника. Причем при использовании этого метода нужно именно вызвать сомнения в компетентности противника, а не сомнения в компетентности
37. Создавайте предварительную нагрузку
37. Создавайте предварительную нагрузку Большинство людей скажет вам, что они хотят знать ровно столько, сколько им необходимо в любой момент времени. Это не касается креативщиков. При постановке задач перед группой творческих сотрудников расскажите им о следующих
Слова несут большую эмоциональную нагрузку
Слова несут большую эмоциональную нагрузку Какие чувства вы испытываете, когда я произношу следующие слова: «Кливленд», «поиметь», «потребитель», «крестьянин», «адвокат», «советский»? «Кливленд», возможно, вызовет у вас легкую улыбку, так как вы вряд ли считаете его