Переналадка в одно касание
Переналадка в одно касание
Множество станков стоят вплотную друг к другу. Процесс производства включает гибку, штамповку, сварку и сверление. Как провести замену инструментов в этих условиях, когда у нас есть оборудование разного назначения?
Предположим, мы должны последовательно обработать детали А и Б на четырех станках. Мы не начинаем с обработки детали А на всех этих четырех станках, меняя все пресс-формы на этих четырех станках, когда этот процесс закончен, чтобы приступить к обработке детали Б. Если бы мы это делали, то на это уходило бы слишком много времени.
Используемый Toyota альтернативный путь показан в нижней части рис. 13. Сколько бы станков ни было соединено друг с другом, детали обрабатываются одна за другой в соответствии со временем такта. Поэтому мы не позволяем, чтобы что-то проходило обработку после последней детали А. Вместо этого после нее обрабатывается пустое место.
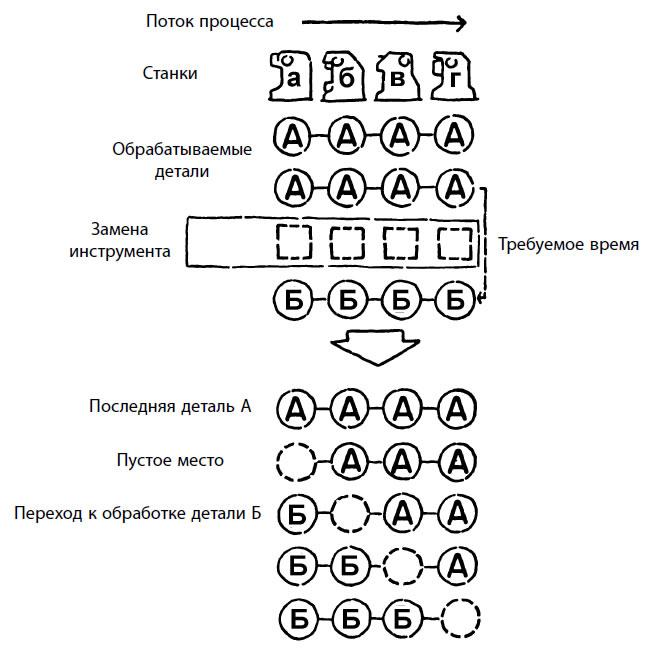
Рис. 13. Замена инструмента в одно касание
Пока пустое место обрабатывается последовательно на всех этих станках, мы меняем инструменты. Иными словами, по времени наша переналадка занимает столько же, сколько и один такт. В Toyota мы называем это сменой в одно касание.
Поскольку на смену инструментов у нас уходит время только одного такта, мы недопроизводим только одну деталь.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Хотеть и получать – совсем не одно и то же
Хотеть и получать – совсем не одно и то же Недавно проводилось исследование информационных потребностей 25 руководителей крупнейших фондов США и Европы; полученные данные были сопоставлены с информацией, которую предоставляют о себе сотни крупнейших компаний мира.
Одно очень существенное изменение
Одно очень существенное изменение В 1974 году президент Джеральд Форд подписал новый закон – Акт о безопасности пенсионного дохода работников (ERISA), который привел к развитию системы пенсионных планов, таких как 401(k), и это опять вызвало коренные изменения в мире
Установка и реальность не одно и то же
Установка и реальность не одно и то же Несколько лет назад мы с подругой были на вечеринке у друзей. Мы мирно сидели за столиком, как вдруг нам в глаза бросился крайне напыщенного вида мужчина, который разговаривал с гостями, прохаживаясь по залу между столиков. По его
Еще одно цунами
Еще одно цунами 14 декабря 2011 года Теперь я возвращаюсь к борьбе за выживание инвестиций. Саммит ЕС на прошлой неделе заслуживает четверки, однако он не стал тем прорывным событием, на которое многие надеялись, и рынки оценивают его результаты на четыре с минусом. Темпы
Вы и ваши вещи — не одно и то же
Вы и ваши вещи — не одно и то же Как мы выяснили, вещи не дышат. По крайней мере в этом вам повезло: вы — не вещь.Предельно ясно, не правда ли? Вы — не вещь.Мэдисон-авеню[1] хочет заставить вас поверить в обратное. Они доказывают, что вы целиком зависите от вещей, вы ничто без
…Еще одно предисловие
…Еще одно предисловие Не хочу утомлять вас предисловиями, но я должен рассказать о том, каким образом была написана данная книга, и ни в какую иную главу это повествование не вписывается.Помимо того что я рассказываю в ней об инвестиционных инструментах, портфелях,
…Еще одно предисловие
…Еще одно предисловие Не хочу утомлять вас предисловиями, но я должен рассказать о том, каким образом была написана данная книга, и ни в какую иную главу это повествование не вписывается.Помимо того что я рассказываю в ней об инвестиционных инструментах, портфелях,
2. Маркетинг и торговля – это одно и то же
2. Маркетинг и торговля – это одно и то же Вариация этого заблуждения звучит еще так: «Главная задача маркетинга – обеспечивать сотрудников отдела продаж рекламными материалами и информацией о новых потребителях, а также проводить промоакции».Место отдела маркетинга в
Лидерство и управление – это не одно и то же
Лидерство и управление – это не одно и то же Как управляет CIO? Прежде всего, надо понять, что лидерство – это не управление. Осознание этого факта – главное. Наш опыт общения с CIO показывает, что CIO часто сильны как раз в управлении и не так сильны в качестве лидеров. Им
Ни одно решение не принимается раз и навсегда
Ни одно решение не принимается раз и навсегда Администратор ненавидит перемены. Он – полная противоположность E, который живет, чтобы изменять мир. Типичный A может сказать: «Мы потратили деньги, проанализировали ситуацию и решили, что делать. И мы не намерены
Прогнозировать и планировать – не одно и то же
Прогнозировать и планировать – не одно и то же Занимаясь планированием, A слегка повышает прошлогодние показатели. «Чего мы добились в прошлом году? Каковы прогнозы на следующий год? Повысим прошлогодние показатели на десять процентов. Теперь у нас есть план».E, напротив,
7.1. 9 ответов и одно напутствие
7.1. 9 ответов и одно напутствие Вопрос первый. Незаменимых сотрудников нет, как известно. Но один из ваших талантливых менеджеров, что называется, «зазвездился», стал диктовать свои условия, на коллег смотрит свысока. Что делать: увольнять такого сотрудника
Одно из трех
Одно из трех Многолетний опыт убедил меня в том, что чем больше вариантов выбора получают покупатели, тем труднее им принимать решение. Хотя я не располагаю конкретными доказательствами, подкрепленными официальными исследованиями, мне много раз приходилось наблюдать,
Одно распространяется, другое нет
Одно распространяется, другое нет В статье в «New Republic» под названием «Дело против экономической катастрофы порно» Норин Маллоу указывает, что все невероятно популярные фотографии Детройта отличает одна особенность: на снимках нет ни одного человека. В этом заключалась
Одна страсть, одно умение
Одна страсть, одно умение Присмотритесь к истории любого выдающегося успеха, и вы обязательно увидите в ней ОДНУ вещь. Она проявляется в жизни любого успешного профессионала. Ее можно заметить и в личных пристрастиях, увлечениях и навыках. У каждого из нас есть
Глава 14. Когда два явления – это не одно и то же
Глава 14. Когда два явления – это не одно и то же «Зеленый лес», а также «синий». – Где мы ищем стрелу открытия. – Ирак в центре Пакистана. – Прометей никогда не оглядывался Я пишу эти строки в месте, очень подходящем для размышлений о стреле открытия: в Абу-Даби, городе,