2. Размещение по типам станков – один рабочий, два станка
2. Размещение по типам станков – один рабочий, два станка
Обсуждавшееся выше отдельное размещение было сопряжено с большими потерями, связанными в том числе с ожиданиями. Чтобы устранить некоторые из этих потерь, мы решили, что пока первый станок выполняет резку, тот же рабочий может устанавливать и снимать детали с другого станка. Мы сделали так, чтобы два станка либо стояли параллельно друг другу, либо образовывали букву Г, и поручили одному рабочему обслуживать два станка (это произошло примерно в 1946–1947 гг.).
Это стало значительным шагом вперед по сравнению с системой, при которой один рабочий обслуживал один станок. Однако когда рабочий стал отвечать за два станка, ему приходилось все время думать, сколько уже успел сделать другой станок, и он не мог сконцентрироваться на том, чем занимался. При такой системе он не мог спокойно перейти к последующему этапу работы.
Эту проблему решило следующее нововведение.
Мы установили автоматическое устройство, которое не позволяло поместить деталь на следующий станок, если резка на первом станке уже достигла определенного этапа. Мы также сделали так, чтобы станки останавливались автоматически. Стружка удалялась дерриком, а смазку режущего инструмента мы автоматизировали, так что рабочему больше не нужно было этим заниматься. Были проведены исследования, позволившие стандартизировать режущий инструмент (форму сверл и резцов и то, как они режут). Благодаря этому рабочие смогли уверенно переходить к следующему этапу работы.
Со временем, когда выяснилось, что у обслуживающего два станка рабочего все равно остается свободное время, он стал обслуживать три станка, образующие букву П или треугольник (рис. 31). В дальнейшем один рабочий стал обслуживать четыре станка, образующие квадрат или ромб (это произошло примерно в 1949–1950 гг.).
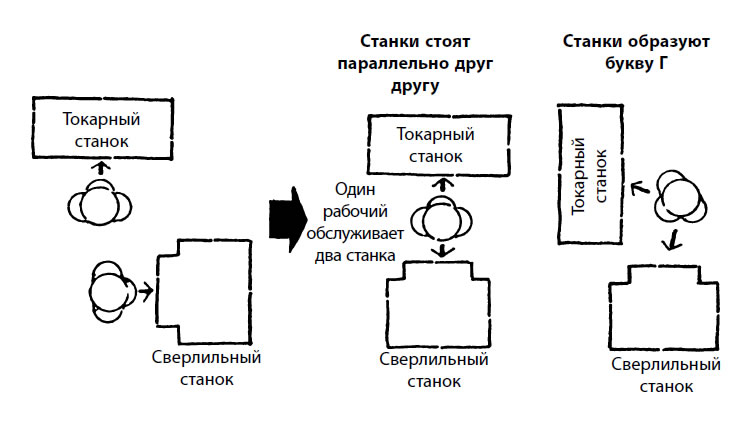
Рис. 30. Один рабочий, два станка
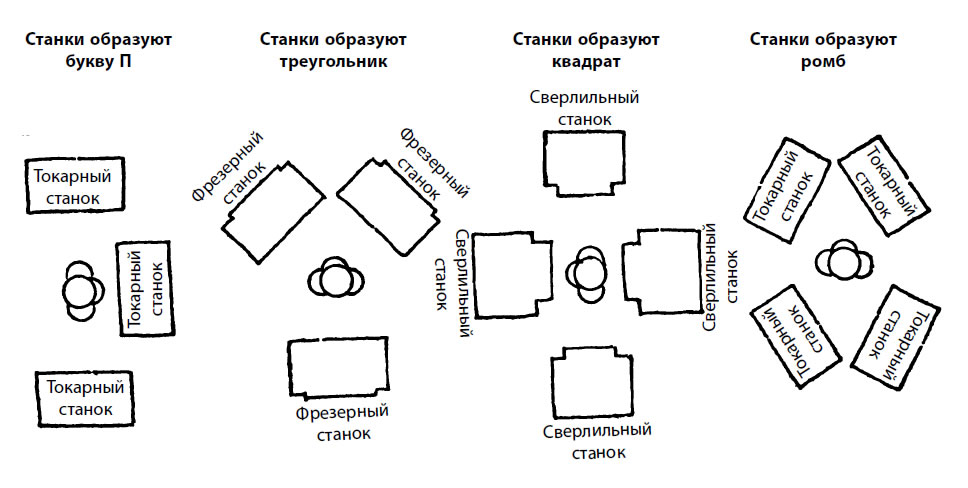
Рис. 31. Один рабочий, три или четыре станка
Добившись того, что один рабочий стал обслуживать одновременно несколько однотипных станков, мы сумели повысить производительность одного рабочего. Но побочным эффектом этого достижения стали излишние запасы заготовок. В цехе скапливались горы незаконченных деталей, уже прошедших обработку на токарном или сверлильном станке. К тому же, поскольку эти заготовки нельзя было отправить на следующий участок, в готовые детали они превращались очень не скоро. Чтобы решить эту проблему, станки разместили в порядке, соответствующем последовательности операций.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
2. Пролетариат и рабочий класс
2. Пролетариат и рабочий класс Социальной средой, которую выделил марксизм, как политически самую перспективную, был индустриальный пролетариат. Именно пролетариат должен был осуществить теоретические воззрения марксизма на будущее человечества, а сами эти воззрения
2. ЧАСТИЧНЫЙ РАБОЧИЙ И ЕГО ОРУДИЕ
2. ЧАСТИЧНЫЙ РАБОЧИЙ И ЕГО ОРУДИЕ Приступая к ближайшему анализу, мы должны, прежде всего, констатировать тот очевидный факт, что рабочий, выполняющий всю жизнь одну и ту же простую операцию, превращает всё своё тело в её автоматически односторонний орган, и потому
5. ТАК НАЗЫВАЕМЫЙ РАБОЧИЙ ФОНД
5. ТАК НАЗЫВАЕМЫЙ РАБОЧИЙ ФОНД В ходе нашего исследования выяснилось, что капитал есть не постоянная величина, а эластичная часть общественного богатства, постоянно изменяющаяся в зависимости от того или другого деления прибавочной стоимости на доход и добавочный
48. ДЕСЯТЬ ПУНКТОВ, КОТОРЫЕ ВЫ ДОЛЖНЫ ДЕРЖАТЬ ПЕРЕД ГЛАЗАМИ, ГОТОВЯСЬ К ВЫСТУПЛЕНИЮ ОДИН НА ОДИН
48. ДЕСЯТЬ ПУНКТОВ, КОТОРЫЕ ВЫ ДОЛЖНЫ ДЕРЖАТЬ ПЕРЕД ГЛАЗАМИ, ГОТОВЯСЬ К ВЫСТУПЛЕНИЮ ОДИН НА ОДИН Многие из тех, кто занимается сбытом товаров, выступают исключительно один на один.Чтобы заработать на жизнь таким способом, нужно многое уметь. И главное тут – никогда не
Мировой рабочий класс
Мировой рабочий класс Общее количество работоспособных жителей планеты (людей в возрасте от 20 до 64 лет) вырастет с 3,9 млрд в 2010 г. до почти 5,3 млрд в 2050 г. (по данным усредненного прогноза ООН). Из этих 5,3 млрд почти 70 % станут жить в государствах, которые мы сейчас
Глава 30 Маркетинг «один на один»
Глава 30 Маркетинг «один на один» Технологии работают рука об руку с нашей гордостью – маркетингом. С отличной рекламой обычно ассоциируются слова «классная, стильная, смешная, потрясающая». Тем не менее большинство людей просто хотят знать, почему они должны покупать
1. Отдельное расположение – один человек, один станок
1. Отдельное расположение – один человек, один станок Это простейший вид расстановки. Каждый станок обслуживал один рабочий. Этот рабочий устанавливал на станок деталь, которую нужно было обработать, и включал его. Пока станок выполнял резку, он либо просто наблюдал за
Организация продаж по типам клиентов
Организация продаж по типам клиентов Широко распространена организация продаж по типам клиентов, когда компания создает несколько подразделения сбыта для обслуживания разных групп покупателей – крупных и мелких, корпоративных и индивидуальных клиентов и т. д. К
Этап 5. Распределение времени работника по типам задач
Этап 5. Распределение времени работника по типам задач Понятно, что на личные контакты с клиентами уходит не все, а лишь некоторая часть рабочего времени продавца. Много времени отводится видам деятельности, не имеющим непосредственного отношения к продажам, например
1. Коучинг один на один
1. Коучинг один на один В этой главе мы поговорим о коучинге один на один, лицом к лицу – о так называемой модели наставника, персонального тренера.Если говорить о примерах и видах, то бывает лайф-коуч, который учит людей каким-то персональным навыкам. Также бывает
Обеспечьте соответствие средств рекламы характеристикам и типам поведения целевой аудитории
Обеспечьте соответствие средств рекламы характеристикам и типам поведения целевой аудитории Возможно, наиболее важными факторами, влияющими на выбор каналов коммуникаций, будут профиль целевого рынка (демографические, психографические, географические
Бизнес-модели «один за один»: TOM’S – не только обувь, но и солнечные очки
Бизнес-модели «один за один»: TOM’S – не только обувь, но и солнечные очки Бизнес-модель компании TOM’S Shoes – бесплатная передача одной пары обуви нуждающемуся человеку за каждую проданную пару – кажется несколько рискованной в условиях рецессии, при которой небольшие
Особая эффективность беседы один на один
Особая эффективность беседы один на один Вы, вероятно, сталкиваетесь с потребностью донести свою идею отдельным людям чаще, чем группам людей. И вы, вероятно, знаете, как трудно это бывает порой. Вам в ответ кивают головой, вам говорят «да», «я понимаю», «никаких
Коллектив авторов
Просмотр ограничен
Смотрите доступные для ознакомления главы 👉