Производственный график поставщика деталей, основанный на заказах
Производственный график поставщика деталей, основанный на заказах
На основе описанного выше предварительного графика производства компания А составила дневной график литья на энный месяц данного года. Как показано в строке «Ожидаемое производство» рис. 48, в графике предусмотрено, что каждый второй день будет выпускаться партия в 3325 деталей. Данные о подтвержденных заказах на энный месяц поступают от заказчиков после 20-го числа предыдущего месяца (месяца n – 1). Эти данные представлены в виде таблицы поставки деталей, аналогичной приведенной на рис. 43. Если автомобилестроитель готовил эти указания по производству только на основе MRP, то в принципе они будут окончательными. Цифра из MRP показана в строке «Расчетная дата поставки» рис. 48.
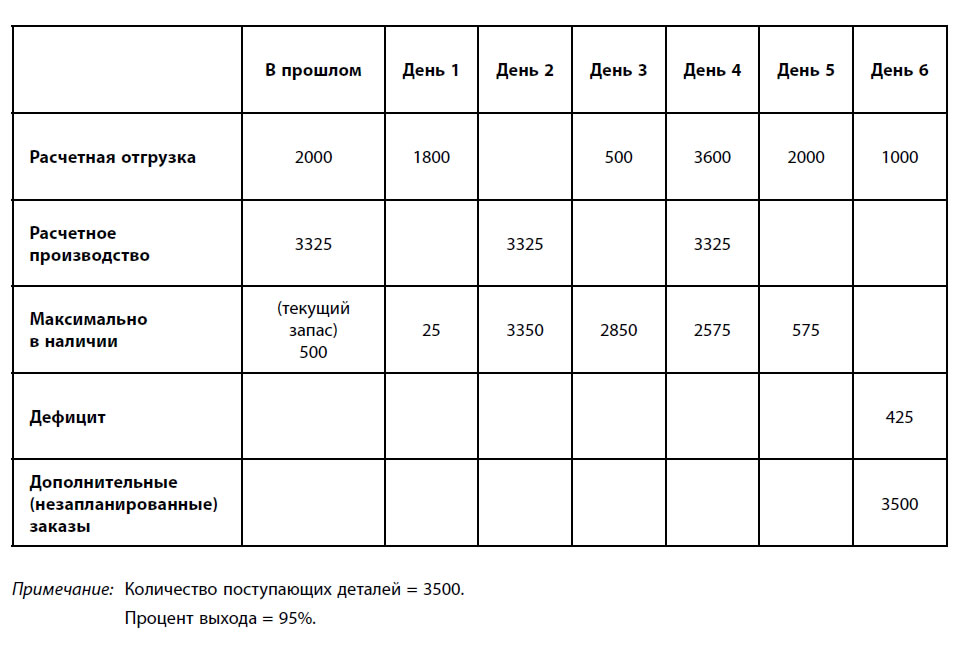
Рис. 48. Основанный на подтвержденных заказах план восполнения дефицита, возникшего из-за недостаточного объема производства
В результате на шестой день месяца возникнет дефицит в размере 425 деталей. Поэтому в этот день было намечено произвести 3500 деталей.
В этом случае производственный график для участков литья или сборки спускается по деталям и узлам, которые потребуются на следующей неделе, каждый вторник, а работа должна быть завершена на неделю позднее (см. рис. 49). В компании А планы закупок и графики литья составляются с использованием MRP каждую вторую неделю, а установленное для выполнения время – три дня.
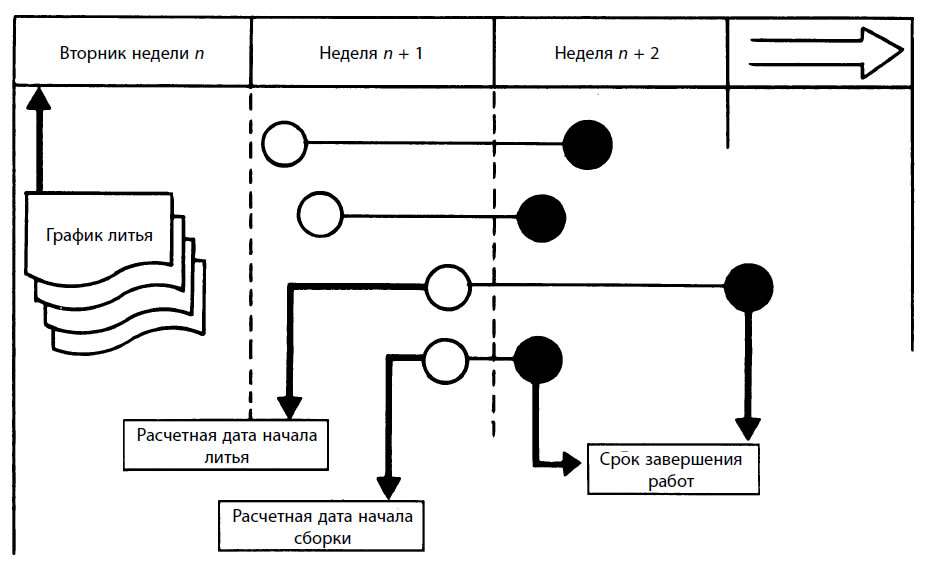
Рис. 49. График литья, составляемый каждый второй вторник
В описанном выше примере мы предположили, что данные о подтвержденных заказах поступают после 20-го числа месяца, предшествующего месяцу n, т. е. месяца (n – 1), но заказчики нередко используют канбан, чтобы размещать окончательно подтвержденные заказы ежедневно. В этих условиях фактическое производство не может превысить число карточек канбан, поскольку оно инициируется исключительно содержащимися на этих карточках указаниями.
Эти карточки поступают сначала на процесс финишной сборки, а затем уже последовательно на все предыдущие процессы. Движение карточек канбан по каждой группе деталей или узлов от участка сборки до процессов литья контролируется мастером. Он регистрирует любые расхождения между объемом производства, который рассчитан на основе MRP, и числом карточек канбан и следит за тем, чтобы процессы литья и сборки не превысили количество, предусмотренное всеми карточками канбан (см. рис. 45).
Компании А было бы удобнее использовать при работе со своими поставщиками карточки канбан, соответствующие заказам клиентов, но ее поставщики не имеют возможности обработать эти карточки, а значит, и сократить время выполнения заказа. Вместо этого компания А посылает своим поставщикам составленные на основе MRP таблицы поставки деталей и описанные выше ведомости заказов. В результате, хотя компания А и может постоянно контролировать запас для своих процессов сборки и литья, на ее складе деталей, полученных от поставщиков, могут образоваться излишки. В связи с этим кому-то может показаться, что система канбан всегда перемещает излишние запасы в конец цепочки поставок, что на самом деле не соответствует действительности.
Предположим, масштабы использования канбан в компании А ограничены. Если бы она попыталась решить эту проблему, навязав эту систему своему поставщику Б, то у последнего неизбежно возникли бы излишние запасы, но компания А не стала действовать подобным образом. Почему? Да потому, что, решив внедрить у себя канбан, она приняла целый ряд мер по сокращению собственного времени цикла выполнения заказа. В результате компания А уменьшила свои запасы во всех процессах, начиная от сборки и заканчивая литьем. Что касается проблемы возможного увеличения запасов на складах поставщиков, то компания А еще до перехода на канбан поняла, что и теоретически, и практически этот переход не заставит поставщиков увеличить свои запасы. Наоборот, компания А использовала MRP, чтобы минимизировать запасы у поставщиков. Поэтому одно только то, что компания А использует канбан, до тех пор пока эта система никому не навязывается и не превышает возможности производственной системы А, вовсе не приводит к перекладыванию бремени содержания крупных запасов на плечи поставщика.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Что такое бизнес, основанный на стиле жизни
Что такое бизнес, основанный на стиле жизни Бизнес, основанный на стиле жизни, во главу угла ставит ваши личные выгоды, а не рост и прибыли.Это реальный бизнес, с помощью которого вы заработаете реальные деньги, но при этом получите возможность наслаждаться жизнью,
Основанный на вознаграждении краудфандинг – мощный инструмент привлечения средств
Основанный на вознаграждении краудфандинг – мощный инструмент привлечения средств Подобно специальным краудфандинговым платформам для малых предприятий, высокотехнологичной продукции и иных типов специализированных или рыночно-ориентированных предприятий с
15.3.1. Изменения в заказах на возмещения запасов
15.3.1. Изменения в заказах на возмещения запасов На рис. 15–11 показана диаграмма потоков, соответствующая новым руководящим правилам: эта диаграмма заменяет ранее приведенную диаграмму на рис. 14-8. В главе 14 расчет средних продаж производился по уравнению 14–20; оно
1. Таблица производственной мощности по изготовлению деталей
1. Таблица производственной мощности по изготовлению деталей Чтобы определить стандартные операции, нужно сначала заполнить таблицу производственной мощности по изготовлению каждой детали для каждого процесса.В этой таблице нужно указать следующее:
Составление основного производственного плана и таблицы поставки деталей
Составление основного производственного плана и таблицы поставки деталей Этот этап начинается с анализа планов продаж, подготовленных отделом продаж на внутреннем рынке и отделом продаж на внешнем рынке. Раз в месяц дилеры посылают в отдел продаж на внутреннем рынке
Таблица поставки деталей
Таблица поставки деталей Каждый месяц автомобилестроители направляют своим поставщикам деталей трехмесячные графики производства. В этих таблицах поставки деталей (см. рис. 43) приводятся данные о дневной поставке деталей (дневник поставок) за последний месяц. Также в
Разработка производственного плана компанией – поставщиком деталей
Разработка производственного плана компанией – поставщиком деталей Компании – поставщики автодеталей разрабатывают свои производственные планы в два этапа. На первом на основе подготовленных автомобилестроителями таблиц поставки деталей определяется
Предварительный производственный график компании – поставщика деталей
Предварительный производственный график компании – поставщика деталей Для производственного отдела компании – поставщика деталей полученные от автомобильной компании таблицы поставки деталей выполняют (по крайней мере, по этим деталям) роль основного
Транспортировка деталей
Транспортировка деталей Применяемая в Toyota система «точно вовремя» требует, чтобы детали поставлялись так часто, как это необходимо. Первоначально проблему неизбежного роста затрат на транспортировку Toyota намеревалась решить с помощью системы объезда всех поставщиков
16.2.2. Отбор привилегированного участника, основанный на оценке заявок
16.2.2. Отбор привилегированного участника, основанный на оценке заявок В уже рассмотренных нами ситуациях отбор привилегированного участника не связан с использованием информации, доступной аукционисту благодаря наблюдению аукционных стратегий участников. Тем
Предлагайте выход, основанный на взаимном уважении
Предлагайте выход, основанный на взаимном уважении Иногда очевидно, что единственным возможным и реальным ответом может быть только решительное НЕТ. В таком случае ваше предложение может быть минимальным. Откровенно или косвенным образом попросите собеседника
Важные решения, которые необходимо принять при создании бизнеса, основанного на прямых заказах через рекламу
Важные решения, которые необходимо принять при создании бизнеса, основанного на прямых заказах через рекламу Есть несколько основополагающих решений, которые вам нужно принять, если вы собираетесь продавать какую-то продукцию и строить бизнес на прямых заказах
Рассчитывайте на продажу при повторных заказах
Рассчитывайте на продажу при повторных заказах Иметь дело с довольными покупателями всегда приятно, потому что последующую сделку заключить всегда легче, чем предыдущую. Однако ничто не дается в руки само. Заключение таких сделок тоже требует определенного
Смерть поставщика
Смерть поставщика Число поставщиков ИКЕА за относительно короткое время сократилось с нескольких тысяч до 1400. Именно число поставщиков стало тем параметром, который зажил в ИКЕА своей собственной жизнью. Если единственным мерилом того, в чем вы должны хорошо