Система канбан в Toyota – вытягивай, где необходимо
Система канбан в Toyota – вытягивай, где необходимо
Настоящий поток единичных изделий представляет собой систему с нулевыми запасами, которая производит товары только тогда, когда они нужны потребителю. Система, которая ближе всего к этому идеалу, – это разработанная в Toyota ячейка, работающая по принципу потока единичных изделий и изготавливающая изделия на заказ именно к тому моменту, когда они понадобятся. Но поскольку идеальный поток осуществить нельзя, так как состыковать все операции невозможно, как невозможно добиться одинаковой продолжительности всех операций, оптимальным решением является система канбан.
Авторы известной книги о производственной системе Toyota Learning to See (Rother and Shook, 1999) говорят: «Там, где можно, создавай поток, где нельзя по-другому – вытягивай». Если вы хотите создать систему бережливого производства, начинайте каждый новый день с этой фразы. Руководствуясь этим простым принципом, вы добьетесь многого. Когда невозможно создать поток единичных изделий, лучшее, что можно сделать, – создать систему вытягивания с ограниченными запасами.
Рассмотрим систему вытягивания на сборочном предприятии Toyota. Сначала компания собирает заказы от автомобильных дилеров. Отдел управления производством составляет выровненный график. Например, нужно собрать белый автомобиль Camry, потом зеленый Camry, затем красный Avalon и т. д. Каждая из этих машин имеет ряд модификаций. График отправляется в кузовной цех, где изготовленные штамповкой стальные панели (из «супермаркета» предварительно отштампованных панелей) сваривают, то есть изготавливается кузов. Операция штамповки осуществляется очень быстро, она значительно опережает общее время такта сборочного предприятия (обычно время такта предприятия в целом – 60 сек., а на одну панель требуется всего 1 сек.), и встраивать эту операцию в поток единичных изделий нерационально. Поэтому используется система вытягивания. В заданный критический момент, когда кузовной цех израсходовал определенное число стальных панелей, на штамповочный пресс возвращается канбан, который является заказом на новую партию для пополнения запаса.
Аналогичным образом, когда рабочие на сборочной линии берут детали из контейнеров (петли, дверные ручки, стеклоочистители), они извлекают оттуда карточку канбан и кладут ее в «почтовый» ящик. Работник, который отвечает за транспортировку материалов, совершая запланированный обход, забирает карточку и возвращает ее туда, откуда поступают детали, чтобы пополнить запасы деталей, нужных на сборочной линии. Другой ответственный за транспортировку пополняет этот запас, запрашивая детали у поставщика, который их изготавливает. Таким образом, заказ возвращается к поставщику деталей. И так далее. Такая система показана на рис 9.1. Поставщик пополняет запас деталей на заводе. Процесс начинается на сборочном заводе (справа), затем канбан и пустые контейнеры возвращаются на грузовике к поставщику. Поставщик держит небольшой запас готовых деталей в резерве, который используется для того, чтобы наполнить вернувшиеся пустые контейнеры. Когда детали снимают с полок, где держат резерв, их запасы следует пополнить, поэтому канбан и пустые контейнеры поступают на производственную ячейку, где изготавливаются новые детали, которые пополнят резервный запас. Так от потребителя (сборочный завод) поступает информация – заказы на детали в виде канбан. После этого потребитель получает материал, который он запросил, в данном случае, это детали[21].
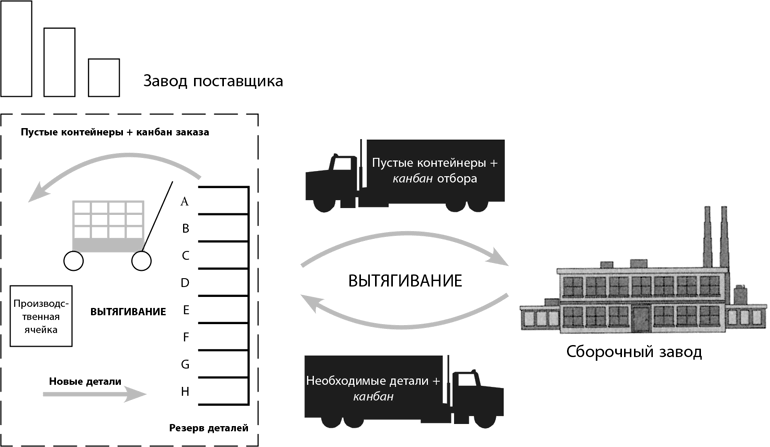
Рис. 9.1. Вытягивание внутри и извне
Множество деталей и материалов, которые перемещаются по предприятию в едином ритме, представляют собой поистине захватывающее зрелище. На большом сборочном заводе вроде того, что расположен в Джорджтауне, штат Кентукки, перемещаются тысячи деталей. Рядом со сборочной линией стоят небольшие контейнеры для деталей, такие же контейнеры перемещаются вдоль аккуратно уложенных резервных запасов. Трудно представить, как компьютерная система смогла бы так прекрасно управлять слаженным перемещением огромного количества деталей. Но настоящее потрясение испытываешь, узнав, что компьютер здесь ни при чем, а для управления процессом используются маленькие карточки из ламинированной бумаги.
И все же специалисты по TPS недовольны, когда слышат о том, что люди слишком увлекаются канбан, считая его эквивалентом производственной системы Toyota. Канбан — это удивительная идея, и наблюдать за ней в действии – одно удовольствие. Я нередко водил экскурсии по бережливым предприятиям, и говорить о технических деталях и видах канбан можно часами. В какой момент наступает время для канбан? Как подсчитывается число деталей? Что делать, если канбан потеряется? Но не это самое главное. Да, при отладке системы необходимо все это знать, но техническая сторона – не самое сложное. Основная задача – создать самообучающуюся организацию, которая сумеет снизить число карточек «канбан» и таким образом сократить и, в конечном счете, избавиться от резервных запасов. Не забывайте: канбан – это организованная система резервных запасов, а, по мнению ?но, запасы представляют собой потери, идет ли речь о системе выталкивания или о системе вытягивания. Поэтому канбан – это не предмет гордости, а то, от чего вы стремитесь избавиться. Одним из основных преимуществ использования канбан является то, что эти карточки упрощают совершенствование вашей производственной системы. Представьте, что у вас есть четыре контейнера с деталями, и вы напечатали четыре канбан, по одной на каждый контейнер. По правилам контейнер не может перемещаться, если его не сопровождает канбан. Теперь возьмите одну канбан и выбросите ее. Что произойдет? Теперь в системе циркулируют только три контейнера с деталями. Если один из станков сломается, детали на следующем участке закончатся на 25 % быстрее. Возможно, это повысит нагрузку на систему и вызовет простои, но одновременно это заставит команду совершенствовать процесс.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
19. Понятие «налоговая система РФ». Соотношение понятий «налоговая система» и «система налогов»
19. Понятие «налоговая система РФ». Соотношение понятий «налоговая система» и «система налогов» Система налогов – это совокупность установленных в РФ федеральных налогов, региональных и местных налогов. Ее структура закреплена в ст. 13–15 НК РФ.В соответствии с
Производственная система Toyota (TPS) и бережливое производство
Производственная система Toyota (TPS) и бережливое производство Производственная система Toyota представляет собой уникальный подход к производству. Именно она породила движение за бережливое производство, которое (вместе с концепцией шести сигм) стало одной из доминирующих
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota Я намерен свести к минимуму потери времени в технологических процессах и при поставке деталей и материалов. Мой ориентир – подход «точно вовремя». Мое
Автомобильная компания Toyota
Автомобильная компания Toyota Станок с «защитой от ошибок» стал одной из самых популярных моделей Тоёда, и в 1929 году он послал своего сына, Кийтиро, в Англию для переговоров о продаже патентных прав Platt Brothers, ведущему производителю прядильного и ткацкого оборудования. Его
Создание производственной системы Toyota (TPS)
Создание производственной системы Toyota (TPS) [6]В 1930-е годы Toyota Motor Corporation в основном изготавливала простые грузовики. Сначала это были автомобили низкого качества с примитивной технологией изготовления (например, панели кузова приколачивали к раме молотком). Toyota не входила в
ИТ и процесс разработки продукции в Toyota
ИТ и процесс разработки продукции в Toyota В начале 1980-х годов среди автомобилестроительных компаний сложилась тенденция создавать собственные внутренние системы САПР для разработки деталей на компьютере вместо изготовления чертежей не бумаге. Toyota делала это, как и все
Что вам необходимо знать
Что вам необходимо знать Мир стремительно меняется. К тому времени, как эта книга будет написана, отредактирована, напечатана, разослана по точкам продаж и попадет в ваши руки, приведенные в ней данные, скорее всего, устареют. Но станут ли они из-за этого менее важными? Вряд
Производственная система Toyota и система канбан
Производственная система Toyota и система канбан У многих людей выражение «производственная система Toyota» сразу же вызывает ассоциации с системой канбан, и в целом это, конечно, верно, но не совсем точно.Система канбан – один из методов управления, используемых в рамках
Глава 5 Система канбан и управление на рабочем месте
Глава 5 Система канбан и управление на рабочем месте Производственный план Toyota «Есть ли у Toyota производственный план?» – спрашивают нас довольно часто. Те, кто в этом сомневается, полагают, что, выпуская машины по системе «точно вовремя», Toyota не нуждается ни в каких
Производственный план Toyota
Производственный план Toyota «Есть ли у Toyota производственный план?» – спрашивают нас довольно часто. Те, кто в этом сомневается, полагают, что, выпуская машины по системе «точно вовремя», Toyota не нуждается ни в каких производственных планах. Почему-то им кажется, что
Различные функции канбан
Различные функции канбан Благодаря той информации, которую содержит канбан, она играет роль наряда на выполнение каких-то работ. Это ее первая функция. Говоря коротко, это средство автоматической передачи информации о том, что произвести, когда, в каком количестве, каким
Шесть правил системы канбан
Шесть правил системы канбан Чем лучше инструменты, тем они эффективнее для достижения поставленных целей. Однако в случае неправильного применения они могут превратиться в оружие, которое помешает достижению тех самых целей, ради которых были созданы.То же можно
Правило 5: канбан – инструмент тонкой настройки
Правило 5: канбан – инструмент тонкой настройки Мы уже говорили, что одна из функций канбан – информирование рабочих о том, что они должны сделать.Поэтому если мы используем канбан, то мы можем не спускать производственным участкам планы производства и планы
Обращение карточек канбан
Обращение карточек канбан Как происходит обращение карточек канбан?Линия промежуточной сборки выпускает узлы А, Б, В и Г. Нужные для их производства детали – это а, б, в и г. Данная линия и линии по обработке деталей работают независимо друг от друга. Есть три линии, из
«Канбан»
«Канбан» «Канбан» в переводе с японского означает «карточка». Это наглядный инструмент, позволяющий организовать «вытягивающую» схему производства и реализовать механизм «точно в срок».Суть «Канбан» заключается в том, что все материалы, детали и т. п. перемещаются
Это действительно необходимо?
Это действительно необходимо? Вы можете сказать, что, независимо от эффективности управления, компания потерпит неудачу, если у нее нет продукта, удовлетворяющего требованиям рынка. Далее, вы можете доказывать, что плохо управляемые компании, сумевшие разработать