Обращение карточек канбан
Обращение карточек канбан
Как происходит обращение карточек канбан?
Линия промежуточной сборки выпускает узлы А, Б, В и Г. Нужные для их производства детали – это а, б, в и г. Данная линия и линии по обработке деталей работают независимо друг от друга. Есть три линии, из которых одна производит детали а и б, как это показано на рис. 20.
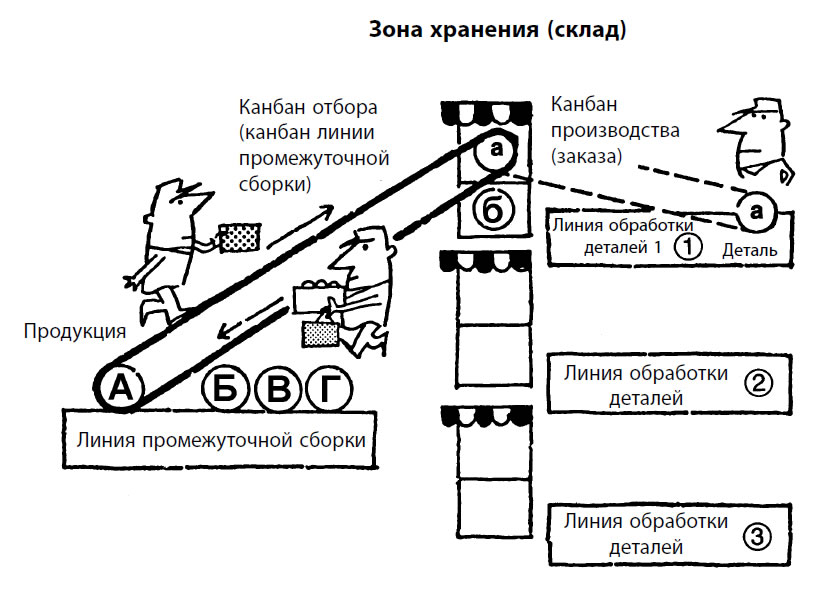
Рис. 20. Обращение карточек канбан
Несколько штук деталей а и б, изготовленных линией обработки 1, хранятся возле этой линии с прикрепленными к ним карточками канбан.
На линии промежуточной сборки собирается продукция А. Эта линия идет на линию 1 и отбирает там детали а, для этого она должна принести туда карточки канбан промежуточной сборки (которые называются канбан отбора).
Она идет на склад а, отбирает требуемое число ящиков и снимает прикрепленные к этим ящикам канбан (которые называются канбан производства или канбан заказа). Затем она прикрепляет к ним принесенные с собой канбан отбора.
Поэтому на складе а линии обработки 1 остается ровно столько снятых канбан производства, сколько ящиков забрала линия промежуточной сборки, т. е. последующий участок. Все, что нужно сделать рабочим, занятым на линии обработки 1, – это сосчитать число канбан производства, произвести точно такое же число деталей и пополнить ими хранящийся на складе а запас.
Таким образом, карточки канбан объединяют все участки в одну большую цепь.
Предположим теперь, что возникла проблема и детали а на складе а нет.
В этом случае следующий процесс просто передает свои канбан отбора (в данном случае – канбан линии промежуточной сборки) линии обработки деталей 1. Эта линия прекращает все прочие операции и полностью сосредоточивается на производстве детали а, которая оказалась в дефиците. Как только эти детали будут произведены, их доставят на следующий процесс (в данном случае – линии промежуточной сборки).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
6.4.1. Назначение визитных карточек
6.4.1. Назначение визитных карточек Наличие визитки является одним из первых правил делового этикета. Визитная карточка может выполнять как информативную, так и рекламную функцию. Она не только оповещает, но и оказывает некоторое воздействие на получателя. Необходимо,
6.4.2. Налоговый учет затрат на изготовление визитных карточек
6.4.2. Налоговый учет затрат на изготовление визитных карточек Правильная квалификация в налоговом учете расходов на изготовление визитных карточек зависит от того, какую функцию выполняют визитные карточки: информационную (п ред ста в и те л ьс ку ю) или рекламную? Ответ
6.4.4. Бухгалтерский учет расходов на изготовление визитных карточек
6.4.4. Бухгалтерский учет расходов на изготовление визитных карточек Как было отмечено выше, в бухгалтерском учете стоимость изготовления визитных карточек признается в качестве активов в составе материально-производственных запасов и учитывается на субсчете 10-9
Система канбан в Toyota – вытягивай, где необходимо
Система канбан в Toyota – вытягивай, где необходимо Настоящий поток единичных изделий представляет собой систему с нулевыми запасами, которая производит товары только тогда, когда они нужны потребителю. Система, которая ближе всего к этому идеалу, – это разработанная в
98. У меня как у потребителя возникнет мысль: «Понавешали карточек, а вдруг сами собрали»?
98. У меня как у потребителя возникнет мысль: «Понавешали карточек, а вдруг сами собрали»? Где вы столько найдете? Их же там сотни… Могу сказать, что даже если вы так сфальсифицируете, то вы молодец.Визитки не единственное свидетельство хорошего сервиса. Используйте книгу
Жестокое обращение
Жестокое обращение Политика, направленная против жестокого обращения, должна декларировать, что организация будет нетерпимо относиться ко всем проявлениям жестокого обращения и что те, кто будет продолжать жестоко обращаться со своими подчиненными, будет подвергнут
ОБРАЩЕНИЕ К АГЕНТСТВАМ
ОБРАЩЕНИЕ К АГЕНТСТВАМ Большинство частных агентств занимаются подбором секретарей и административного персонала. Обычно они работают быстро и эффективно, но очень дорого стоят. За то, что агентства кого-то найдут, они могут требовать вознаграждение в размере 15% или
Производственная система Toyota и система канбан
Производственная система Toyota и система канбан У многих людей выражение «производственная система Toyota» сразу же вызывает ассоциации с системой канбан, и в целом это, конечно, верно, но не совсем точно.Система канбан – один из методов управления, используемых в рамках
Глава 5 Система канбан и управление на рабочем месте
Глава 5 Система канбан и управление на рабочем месте Производственный план Toyota «Есть ли у Toyota производственный план?» – спрашивают нас довольно часто. Те, кто в этом сомневается, полагают, что, выпуская машины по системе «точно вовремя», Toyota не нуждается ни в каких
Различные функции канбан
Различные функции канбан Благодаря той информации, которую содержит канбан, она играет роль наряда на выполнение каких-то работ. Это ее первая функция. Говоря коротко, это средство автоматической передачи информации о том, что произвести, когда, в каком количестве, каким
Шесть правил системы канбан
Шесть правил системы канбан Чем лучше инструменты, тем они эффективнее для достижения поставленных целей. Однако в случае неправильного применения они могут превратиться в оружие, которое помешает достижению тех самых целей, ради которых были созданы.То же можно
Правило 5: канбан – инструмент тонкой настройки
Правило 5: канбан – инструмент тонкой настройки Мы уже говорили, что одна из функций канбан – информирование рабочих о том, что они должны сделать.Поэтому если мы используем канбан, то мы можем не спускать производственным участкам планы производства и планы
5. Прием и обработка подарочных карточек, сертификатов и купонов
5. Прием и обработка подарочных карточек, сертификатов и купонов Существуют различные подарочные карточки. Клиент вносит в нее свои контактные данные и обменивает на подарок (авторучку, блокнот и т. д.). Карточки можно обменять как лично (в офисе, магазине, на выставке), так
«Канбан»
«Канбан» «Канбан» в переводе с японского означает «карточка». Это наглядный инструмент, позволяющий организовать «вытягивающую» схему производства и реализовать механизм «точно в срок».Суть «Канбан» заключается в том, что все материалы, детали и т. п. перемещаются
Индикатор делового имиджа № 4. Выражение слов признательности за обращение в компанию (за обращение к вам)
Индикатор делового имиджа № 4. Выражение слов признательности за обращение в компанию (за обращение к вам) Слова признательности являются признаком хорошего тона и общей культуры делового общения.Письмо-ответ клиенту/партнеру, начинающееся с фразы «Спасибо за Ваше
Сортировка карточек
Сортировка карточек ЦЕЛЬ ИГРЫСортировка карточек (Card Sort) часто применяется архитекторами и дизайнерами в сфере информационных технологий для сбора и структурирования информации. В общем случае информация о веб-сайте помещается на карточки, а затем путем сортировки