Глава 8 Некоторые новые принципы обучения и лидерства
Глава 8
Некоторые новые принципы обучения и лидерства
Разум для имеющих его – источник жизни, а ученость глупых – глупость.
Притч. 16:22
Ваше мнение, в той мере, в какой оно этого заслуживает, рассмотрено и отвергнуто.
Госсекретарь Дин Раск послу в Индии Джону Кеннету Гелбрейту. По сообщению Harper, ноябрь 1967 г.
Цель лидерства. Лидерство должно быть нацелено на повышение производительности людей и машин, улучшение качества, увеличение выхода и одновременно на формирование у людей чувства гордости за свою работу. Формулируя через отрицание, целью лидерства не должно быть обнаружение и фиксация промахов человека. Устранение причин ошибок – вот что поможет людям выполнять работу лучше с меньшими усилиями. Фактически б?льшая часть этой книги посвящена лидерству. Почти на каждой странице изложены принципы и примеры хорошего и неудачного менеджмента по отношению к людям и оборудованию. Эта глава подытоживает некоторые из уже изученных принципов и добавляет несколько новых примеров.
На практике лидер использует статистические вычисления, чтобы узнать, кто из его людей, если таковые имеются, находится за пределами системы с той или иной стороны и, следовательно, нуждается в индивидуальной помощи либо заслуживает признания. Мы видели примеры в главе 3, подобный подход встречается в примерах и этой главы.
Лидер также отвечает за совершенствование системы, т. е. он создает возможности для того, чтобы каждый мог постоянно улучшать свои результаты и получать от работы все большее удовольствие.
Третье условие лидерства – добиваться с каждым разом большей согласованности действий внутри системы так, чтобы видимые различия между людьми постепенно уменьшались. Все это соответствует принципам, изложенным в главе 3.
Говорить ли рабочему об ошибке? А почему бы и нет? Как может человек улучшить свою работу, если мы не укажем ему на допущенный им дефект, с тем чтобы он увидел, что сделал не так? Хотелось бы, чтобы рабочий понял, что мы не потерпим дефектов и ошибок. Таковы обычные ответы на поставленный вопрос. Эти ответы фактически спонтанны, как если бы они были очевидны.
Важность обучения. Любой, кто довел свою работу до состояния статистической управляемости, независимо от того, хорошо или плохо он обучался, движется по проторенной дорожке. Он закончил свое обучение данной конкретной работе. Неэкономично продолжать обучение в том же стиле. Тем не менее при хорошей подготовке он может досконально изучить какой-либо иной вид деятельности.
Очевидно, что, крайне важно обучать новых людей делать свою работу хорошо, как только они приступают к ней. По мере того как кривая обучения выравнивается, контрольная карта покажет, достиг ли обучаемый состояния статистической управляемости и когда это произошло (см. главу 11). Как только он достиг этого состояния, дальнейшее обучение тем же самым методом уже ничего не даст.
Интересно, что, если работа человека далека от состояния статистической управляемости, продолжение обучения еще может принести эффект.
В состоянии хаоса (плохой контроль, слабый менеджмент, полное отсутствие статистической управляемости) персонал не в силах раскрыть свои способности и возможности для достижения однородности или качества.
Сколько производственных рабочих видели следующую операцию – своего потребителя? Сколько из них видели продукцию, упакованную и готовую к отправке? По результатам одного исследования на заводе я подготовил для руководства такое заключение:
Каждый в вашей компании знает, что цель – совершенство и что вы не потерпите дефектных изделий и ошибок. Вы делаете каждого рабочего ответственным за дефектные изделия, которые он произвел. В то же время из записей, которые вы показали мне, очевидно, что вы миритесь с высокой долей дефектных изделий и делаете это годами. Фактически уровень ошибок различного рода не уменьшился, на протяжении ряда лет он демонстрирует замечательное постоянство и предсказуемость.
Есть ли у вас хоть какие-нибудь основания думать, что уровень ошибок снизится в будущем? Задумывались ли вы когда-либо, что проблема в самой системе?
Из главы 11 мы узнаем, что наказывать рабочего, не выплачивая ему зарплату до тех пор, пока его работа не станет бездефектной, при условии, что она находится в состоянии статистической управляемости, означает обвинять его в дефектах системы.
Другой пример плохого администрирования – это политика менеджмента наказывать сотрудников за опоздания, вызванные сбоем в графике движения городского транспорта в связи с тяжелыми погодными условиями.
Очевидно, что столь же глупо посетителю ресторана выговаривать официантке за несъедобность блюда или за задержку на кухне.
Есть способ получше. Правильные процедуры противоречат практике и рекомендациям книг по администрированию и менеджменту. Следует учесть два обстоятельства.
1. Рабочий достиг состояния статистической управляемости.
или
2. Рабочий не достиг состояния статистической управляемости.
Сначала поговорим о первом рабочем. В состоянии статистической управляемости ответ на вопрос, поставленный в начале этой главы (говорить ли рабочему об ошибке?), должен быть отрицательным. Если только его карта не показывает наличия особой причины вариации, но в таком случае ему следовало бы уже заметить ее на своей контрольной карте и устранить.
Основополагающий принцип, предлагаемый здесь, состоит в том, что никого нельзя винить или наказывать за результаты, которыми он не может управлять. Нарушение этого принципа может вести лишь к разочарованию и неудовлетворенности работой и, как следствие, к снижению уровня производства.
Существует лучший путь: определить, кто из работников находится за границами управляемости по отношению ко всей группе. Если кто-то находится за пределом управляемости, демонстрируя низкие результаты, ищите причину (плохое зрение, сломанный инструмент, слабое обучение и подготовка) и предпримите корректирующие действия. Или он просто занят не своей работой? Возможно, обучение, которое вы порекомендовали ему пройти, было неподходящим или неполным? Любой, кто находится за контрольными пределами, показывая хорошие результаты, пребывает там по причинам, также требующим анализа. Может быть, он использует методы или навыки, которые пригодились бы остальным, чтобы и они могли улучшить свои результаты?
Если компания придерживается политики увольнения людей, не соответствующих определенному стандартному уровню производительности, и удержания тех, кто отвечает этому уровню, то существует наилучший способ реализации этого принципа. Стандарт должен иметь своей целью максимизацию прибыли и быть разработан на основе статистической теории с учетом следующих обстоятельств:
Распределение способностей среди множества еще не опытных людей.
Стоимость обучения человека до того момента, когда вы принимаете решение оставить его или уволить.
Дисконтированная прибыль от сохранения работника, удовлетворяющего целевому уровню производительности.
Пример использования x– и R -карт при обучении. На рис. 17 показаны средние результаты (x) новичка в гольфе. Очевидно, что эти результаты до начала занятий находятся за пределами статистической управляемости. Число очков после обучения демонстрирует состояние статистической управляемости с желаемыми результатами: среднее значение стало значительно ниже, чем до занятий. Следовательно, обучение изменило систему.
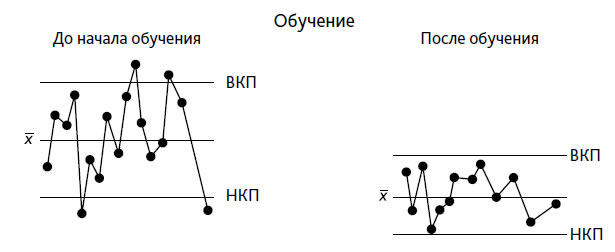
Рис. 17. Средние еженедельные результаты новичка в гольфе, получившего несколько уроков игры до того, как он достиг состояния статистической управляемости. Результаты в четырех последовательных играх образуют выборку объемом n = 4 для вычисления x и R. Верхний и нижний контрольные пределы для x рассчитаны по карте размахов, которая не показана (Деминг Э. Элементарные принципы статистического контроля качества (Elementary Principles of the Statistical Control of Quality), Японский союз ученых и инженеров, Токио, 1950, с. 22. ВКП и НКП означают верхний и нижний контрольные пределы для x)
Применительно к управлению больницей[56]. После операции пациент должен опять учиться ходить. Обучение проводится в специальном помещении в больнице в городе Осака. На рис. 18 показаны данные для конкретного пациента. Время перемещения левой ноги от пола до пола при каждом шаге фиксировалось с помощью электрического сигнала. Десять последовательных шагов (от 21-го до 30-го из 50 шагов) дают среднее значение x и размах (не показан). Двадцать таких серий наблюдений за пациентом, проведенных в период между 5-м и 10-м днями, образуют 20 значений x и 20 размахов. Точки для x показаны на рис. 18. Размахи не показаны. Контрольные пределы для x вычислены обычным способом по среднему размаху.

Рис. 18. Средние значения для пациента, учащегося ходить после операции. Контрольные пределы получены на основе оценки целой группы пациентов. Данные Хирокама и Сугиями (см. сноску 56)
Пациент, как мы видим, до начала занятий был весьма далек от управляемого состояния; показал лучший результат после обучения в течение 10 дней; улучшил прежние показатели и готов к выписке после обучения еще в течение 10 дней.
Используемая таким образом контрольная карта – важный инструмент управления в больнице. Врач обучает пациента до тех пор, пока обучение помогает ему, и прекращает занятия, когда его продолжение уже не помогает пациенту. Другими словами, контрольная карта учитывает интересы пациента и обеспечивает наилучшее использование времени врача. Хороший физиотерапевт – редкость в любой стране.
Состояние статистической управляемости достигнуто, однако выход процесса неудовлетворителен. В этом случае, как и во многих других, прежде всего следует внимательно изучить данные контроля.
Рабочий, чьи показатели неудовлетворительны, но находятся в состоянии статистической управляемости, представляет собой проблему. Попытки переобучить его обычно оказываются экономически неэффективными. Целесообразнее перевести его на новую работу, обеспечив ему хорошую подготовку на новом месте.
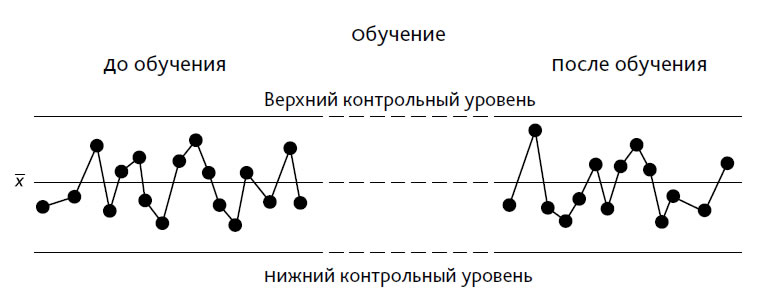
Рис. 19. Средние результаты игры в гольф для опытного игрока до и после уроков. Здесь игрок достиг состояния статистической управляемости еще до начала обучения. Соответственно, уроки оказались неэффективными. Результаты для четырех последовательных игр составляют выборку объемом n = 4, используемую для расчета x и R (Деминг Э. Элементарные принципы статистического контроля качества (Японский союз ученых и инженеров, Токио, 1950), с. 22)
Рисунок 19 иллюстрирует ситуацию. Опытный игрок в гольф надеялся улучшить свои результаты, взяв несколько уроков игры. Карта показывает, что занятия не принесли результатов. Он уже выработал собственную технику игры, и тренер не смог ее изменить и улучшить.
Другой известный пример – это человек, много лет назад эмигрировавший в США из другой страны и изучавший английский по обязательной программе для призванных на военную службу. Словарный запас и грамматика такого человека могут быть превосходны, но от акцента избавиться сложно. Или, может быть, он учился говорить по-английски у себя на родине и был послушным, увлеченным учеником преподавателя, который, в свою очередь, учился у того, кто не умел говорить на хорошем английском языке. Логопеды, у которых я консультировался, сказали, что небольшое число грубых ошибок исправить можно, но результат вряд ли стоит усилий и ученика, и учителя. Другими словами, у человека давно выработалась система речи, и теперь слишком поздно ее менять.
Еще один известный пример – певица, не имеющая музыкального образования или бравшая уроки у некомпетентного преподавателя. Она придерживалась собственной манеры исполнения годами, доставляя некоторым и, возможно, себе удовольствие и приводя других в содрогание.
Приводимое ниже письмо от одного из моих аспирантов Школы делового администрирования Нью-Йоркского университета иллюстрирует сформулированные выше принципы:
Я начальник бухгалтерского отдела корпорации. Не раз случалось, что после наблюдения за сотрудниками мне хотелось, чтобы мы избавились от одного или двух посредственных людей и наняли взамен пару высококлассных специалистов. На одной из лекций Вы продемонстрировали, что шансов найти хорошую замену на рынке рабочей силы очень мало. Увольнение кого-то и случайный поиск на рынке труда не стоят риска деморализации всего отдела.
Когда я впервые начал посещать Ваш курс, у меня были проблемы в офисе. Один из наших бухгалтеров с высшим образованием постоянно плохо выполнял рутинную канцелярскую работу, которую время от времени ему поручали. У нас было принято, что сотрудник не может быть повышен, если он не достиг хороших показателей в текущей работе.
Прослушав Ваши лекции о новых принципах администрирования, я понял, что, возможно, этот сотрудник находится в состоянии статистической управляемости, хотя пытаться доказать это методами статистики казалось мне непрактичным. Тогда я решил, что правильным подходом было бы обучение этого сотрудника другой работе. Счастлив сообщить, что эта идея принесла прекрасный результат. Сотрудник овладел новыми навыками, и я чувствую себя так, словно у меня в штате появился дополнительный человек.
Предостережения и исключения. В управлении на основе качества не существует простых проблем. Мы должны быть готовы к тому, что непредвиденные ситуации и незапланированные изменения с большей степенью вероятности застанут сотрудника врасплох:
1. Даже после того, как кто-то достиг состояния статистической управляемости, он может выпасть из него. Точка может оказаться за контрольными пределами, указывая на присутствие специальной причины, ранее не встречавшейся. Производственный рабочий должен вернуться назад и исключить эту специальную причину из своей работы. Он не войдет в состояние статистической управляемости до тех пор, пока не сделает этого.
2. К сожалению, люди часто легкомысленно полагаются на прошлый опыт. По этой причине контрольные карты и другие статистические методы контроля должны вводиться на короткий период, чтобы узнать, находится ли работа все еще в состоянии статистической управляемости.
3. Новый продукт или допуски по новому контракту могут привести к новому типу дефекта. Производственному рабочему, возможно, придется добиваться состояния статистической управляемости при новом наборе операций.
4. Отдел контроля может ввести новый показатель для какой-либо важной характеристики качества (например, вязкость). Для рабочего это может означать появление нового продукта.

Рис. 20. Одиннадцать сварщиков, дефекты на 5000 швов. Сварщики пронумерованы от 1 до 11 в порядке продолжительности стажа работы на данном участке. Среднее значение равно 9,55 дефекта на 5000 швов. Верхний контрольный предел (ВКП) – 19,0. Нижний контрольный предел (НКП) – 0. Сварщик № 6 находится за верхним контрольным пределом
Пример лидерства: откуда берутся дефекты? Работу выполняют 11 сварщиков. Для каждого рабочего были подсчитаны дефекты на 5000 сварных швов (см. табл. 1 и рис. 20). Всем им потребовалось одинаковое время для сварки 5000 швов.
Таблица 1


Сварщик № 6 находится за пределами системы. На него требуется обратить особое внимание. Какого рода должно быть это внимание? Это любые наблюдения и действия, которые могут ему помочь.
1. Исследуйте входящие потоки работы. Может быть, сварщик № 6 получает поток, с которым трудно работать. Если дело в этом, тогда сварщик № 6 более не нуждается в повышенном внимании.
2. Проанализируйте его оборудование, проверьте его зрение, поищите другие возможные помехи (здоровье, неприятности дома).
Кроме того, всегда существует потребность в улучшении работы всех сварщиков. Можно было бы отправить к окулисту всех, а не только сварщика № 6. Разумно также направить усилия и на предшествующие этапы, на достижение большей однородности входных материалов, на исследование возможности получать материалы, обладающие лучшими сварочными свойствами.
Общее улучшение (уменьшение среднего числа дефектов на 5000 швов для всех) будет целиком зависеть от изменений компонентов системы, таких как оборудование, материалы, обучение.
Водитель вилочного погрузчика постоянно натыкался на заграждения. Причина: у него болела шея, и он не мог наклоняться в разные стороны, чтобы посмотреть, куда едет. Решение: другая работа.
Пример поддержки лидерства[57]. Суть работы – правильно разложить страницы по ящикам. Каждый из 80 ящиков соответствует определенной характеристике страницы, которая предположительно может быть идентифицирована при просмотре. На участке занято 240 женщин. Работа в данный момент проверяется на 100 %. Общее число ошибок критического характера, обнаруженных за месяц, составило 44 на 10 000 страниц. Для построения графика результатов работы каждой сотрудницы хорошо подходит миллиметровая бумага, на осях отложены значения корня квадратного из натуральных чисел. (По предложению Мостеллера и Тьюки, Codex Book Company, Norwood, Mass.) Отложим по вертикальной оси y число ошибок, по горизонтальной оси x число правильных операций, как это показано на рис. 21. Тогда общая средняя доля ошибок будет представлена линией y = 0,0044x.
Определение 3?-границ – исключительно простая операция: надо только провести две параллельные линии на расстоянии три стандартных отклонения над и под линией y = 0,0044x. (Масштаб на бумаге Мостеллера – Тьюки показывает 1, 2, 3 и 4 стандартных отклонения; 1 стандартное отклонение = 5 мм. Для сжатия одной из шкал нужна подходящая модификация, пример – на рис. 21.) Контрольные пределы делят 240 женщин на три группы:
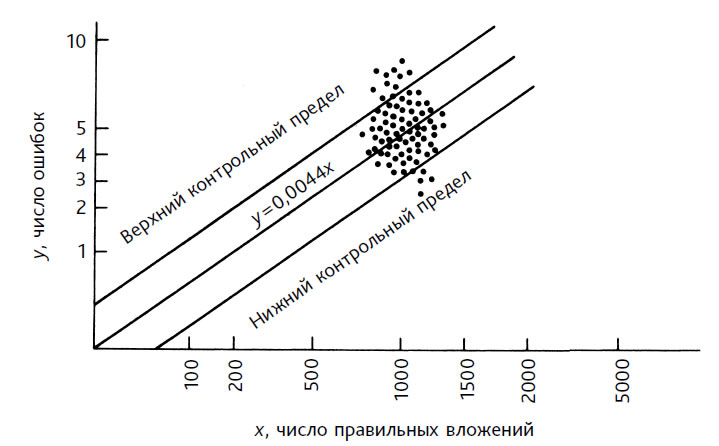
Рис. 21. Зависимость числа ошибок (вертикальная ось) от числа правильных вложений (горизонтальная ось). Каждая точка – это результаты контроля работы одной работницы в течение месяца. Работало 240 женщин. Десять точек лежат над верхним контрольным пределом. Четыре точки находятся под нижним контрольным пределом; 226 точек – внутри пределов. На графике приведены не все точки. Десять точек над верхним контрольным пределом показывают мастеру, какого рода помощь нужна конкретным сотрудникам. Ему также следует попытаться понять, почему четыре человека, чьи результаты находятся под нижним контрольным пределом, показали столь превосходные результаты
А. Результаты лежат выше верхнего контрольного предела.
Б. Результаты лежат внутри контрольных пределов.
В. Результаты лежат под нижним контрольным пределом.
Женщины в группе А нуждаются в специальной помощи. Здесь не стоит пытаться определить, какова может быть помощь. Это ответственность мастера и менеджмента компании, однако некоторые предположения можно сделать.
1. Некоторые люди не способны с ходу понимать значения печатных слов (вид дислексии). Людей с таким недостатком надо перевести на другую работу. (Дислексия не означает недостаточность умственных способностей или слабой школьной подготовки.) Следует нанять психолога для конструирования тестов с целью проверки способности сотрудников воспринимать печатное слово.
2. Некоторые женщины, возможно, нуждаются в очках (как в примере в главе 12).
Женщины в группе Б представляют собой систему и не нуждаются в специальной помощи. Было бы неверным информировать их об ошибках, которые они сделали. Их не следует ранжировать – № 1, № 2 и так до последнего номера. Напротив, менеджменту нужно работать над системой. По приведенным данным нельзя судить об этой работе менеджмента, но во время визита статистика было обнаружено, что некоторые ящики стояли слишком высоко и женщинам было трудно до них дотянуться. (Интересно, почему менеджеры не заметили и не исправили много месяцев тому назад этот недостаток.) Другое предложение относительно группы Б – дать всем тот же тест на чтение, что и для группы А. Сотрудниц, у которых возникнут трудности при тестировании, следует перевести на другую работу. Постоянное совершенствование системы уменьшит наклон прямой линии, проходящей через начало координат, которая представляет общие результаты.
Люди в группе В заслуживают отдельного внимания. Они достойны вознаграждения. Важно понять, как они выполняют свою работу и какими особыми возможностями обладают.
Первым шагом должен стать анализ системы контроля. Насколько она эффективна? Хорошо известно, что контролеры могут пропускать до 40 % ошибок и вести контроль с переменным качеством. Они также могут забраковать безупречную продукцию.
Организация контроля для достижения исключительно высокого качества. В производстве и в сфере услуг существуют примеры, когда совершенство в работе еще не достигнуто, а цена ошибки или дефекта высока. Шпиндели переднего вала автомобиля могут подвергаться 100 %-ному контролю по причинам, связанным с безопасностью. Лучшим решением было бы достижение состояния статистической управляемости при производстве шпинделей с вариабельностью намного меньше требуемой.
Существует потребность в тщательности вычислений в банке, заполнения рецептов, расчетов тарифов, публикуемых налоговыми бюро. Начисление процентов, штрафов и другие транзакции в банке могут потребовать 100 %-ного контроля (или просмотра, или верификации, кто как предпочитает это называть) не только из соображений безопасности и заботы о репутации, но также и в целях минимизации полных затрат (см. главу 15).
Требуется, чтобы оба сотрудника работали с одинаковыми, без каких-либо пометок, копиями оригинала. Вычисления, сделанные этими двумя людьми, набиваются на перфокарты также двумя отдельными операторами. Сравнение с помощью машины обнаружит различие между двумя вычислениями или ошибку перфорирования, но не выявит неверных вычислений, если результаты согласуются друг с другом.
Особое внимание при 100 %-ном контроле (или просмотре) следует уделить исключению общих причин или взаимодействию между исходной работой и контролем. Руководство должно довести до сведения всех заинтересованных, что нельзя работать с документом, представляющим особую проблему, или с цифрами, которые неясны. Например, не должно быть никакой возможности прочесть 8 как 5. Если цифра не вполне ясна кому-то из сотрудников (это вопрос индивидуального суждения), он должен отложить документ в сторону и оставить его на рассмотрение руководителя. Руководителю для решения данного вопроса, возможно, понадобится поднять соответствующие первичные документы, или сделать письменный запрос, или послать телеграмму, или позвонить.
Если взаимодействие между исходной работой и ее контролем полностью исключено и если исходная работа и ее анализ имеют в среднем одну ошибку на 1000 документов, то вместе эти два процесса дадут среднее значение намного лучше, чем 1/10002 или 1/1 000 000.
Пример ошибочного контроля. Ошибочный контроль приводит к трем типам проблем: 1) разочарование производственных рабочих; 2) неправильная интерпретация точек на контрольной карте; 3) дефектная продукция попадает к потребителю.
Приведенный ниже пример иллюстрирует типичные предпосылки для ошибочного контроля, а также разочарование производственных рабочих. На 17 операторов приходится 4 инспектора. Работа операторов распределяется по инспекторам с помощью случайных чисел.
В таблице 2 показаны результаты контроля, полученные в течение трех недель, а на рис. 22 результаты контроля представлены в графическом виде. Очевидно, что где-то закралась ошибка: характер различия между результатами контролеров вызывает беспокойство. Контролеры 1 и 4 имеют близкие результаты. Согласие наблюдается и у контролеров 2 и 3, однако различие между парами контролеров существенно.
Действенная мера в этом случае – операциональное определение того, что приемлемо, а что нет. Мы сталкивались с этой проблемой в главе 1. Операциональное определение включает в себя метод проверки, пример и критерии, при помощи которых принимается решение о том, может ли проделанная часть работы быть классифицирована как дефектная или как приемлемая (см. главу 9). Операциональное определение – это определение, смысл которого можно передать другим; это язык, с помощью которого люди могут понять друг друга.
Я признателен Дэвиду Чамберсу за оказанную честь работать с ним над этим примером.
Таблица 2
Данные о числе дефектных изделий, обнаруженных в процессе контроля за три недели, по операторам и по контролерам
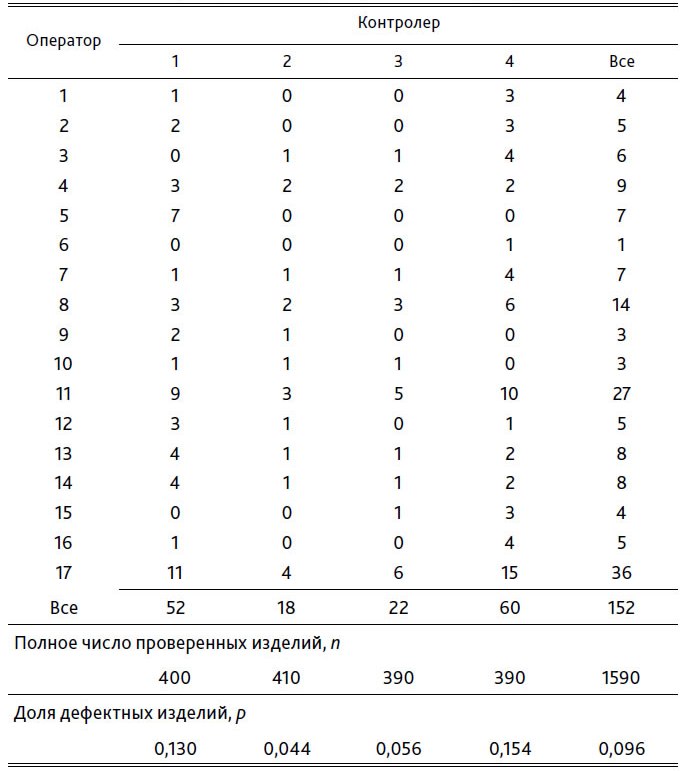
Примечание: коробки с готовыми изделиями (по 5 шт. в каждой) распределялись по контролерам с помощью случайных чисел. Число изделий, произведенных каждым оператором, примерно одинаково.
Ошибочный контроль, вызванный страхом. Контрольная карта на рис. 23 показывает результаты ежедневного контроля в течение двух месяцев для доли дефектных изделий, обнаруженных при окончательной проверке продукции, подготовленной к отправке. Средняя доля дефектных изделий за два месяца составила 8,8 %. Контрольные пределы равны:


Рис. 22. Представленные на карте в графической форме суммарные результаты для каждого из четырех контролеров свидетельствуют о наличии проблем, связанных с контролем. Вычисление контрольных пределов:

.
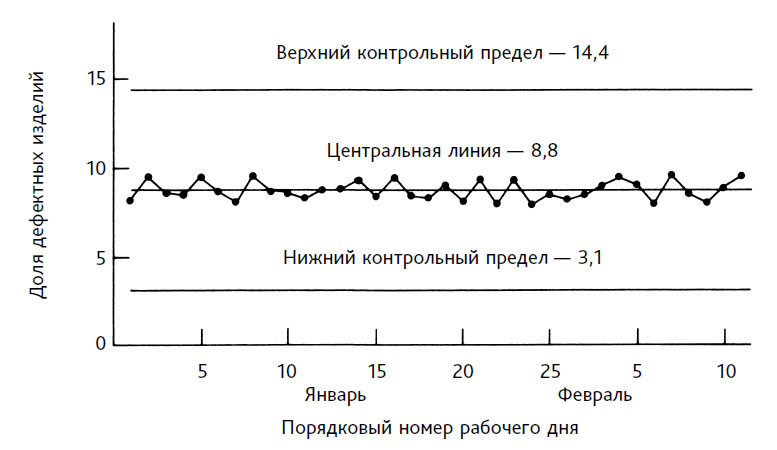
Рис. 23. Ежедневные данные по доле дефектных изделий. В день проверяется 225 изделий
Рисунок 23 демонстрирует любопытную ситуацию. Смещение точек вверх и вниз слишком мал? относительно центральной линии. Два возможных объяснения этому:
1. Процесс спроектирован так, что доля дефектных изделий практически постоянна. В общем-то это не редкость. Например, 12 палет штампуют детали по кругу. Одна из них выходит из строя. Остальные 11 продолжают работать. Продукция на выходе будет иметь одну дефектную на каждые 12 штамповок; 1/12 равна 8,3 %, что свидетельствует о нахождении в опасной близости от среднего 8,8 % на карте.
2. Приведенные на карте данные ничего не значат.
Первую версию мы (Дэвид Чамберс и я) отвергли, поскольку детально знаем процесс и сопутствующие ему условия. Второе объяснение кажется нам более правдоподобным. Контролер не чувствовал себя в безопасности, он боялся. По заводу прошел слух, что управляющий закроет завод и уволит всех, как только доля дефектных изделий при окончательной приемке достигнет 10 %. Контролер пытался сохранить работу для 300 человек.
Где бы ни появился страх, мы получим ложные цифры. Организация живет в соответствии с теми представлениями, которые формируются в головах ее сотрудников. Действительно ли этот менеджер высказывал такую угрозу и собирался исполнить ее? На самом деле это не имеет никакого значения. Мы проинформировали высший менеджмент о найденном нами объяснении – страхе. Проблема исчезла, когда управляющий заводом перешел на другую работу, а его сменил новый менеджер.

Рис. 24. Распределение результатов измерения диаметров 500 стальных стержней. Очевидно, что контроль н едостоверен. (НГД означает нижнюю границу допуска)
Еще про страх. Гистограмма на рис. 24 просто вопиет об ошибке. Она сообщает нам, что контролер исказил данные. С такой гистограммой можно столкнуться где угодно, практически каждый день. Измерения сконцентрированы как раз внутри допусков и сопровождаются разбросом в данных. Возможные причины для такого искажения очевидны:
1. Контролер пытается защитить тех, кто производит данную деталь.
2. Он не уверен в исправности своего инструмента – опасается, что может ошибочно забраковать деталь; что, если бы инструмент был в порядке, деталь была бы принята.
3. Он не уверен в том, что рабочий правильно пользуется инструментом, что, конечно же, связано с причиной № 2.

Рис. 25. Распределение измеренных значений. Нижняя граница допуска равна 6,2 тысячных дюйма, верхняя отсутствует
Еще один пример ошибочного контроля вследствие страха. На рисунке 25 показано распределение измеренных в процессе производства значений. Нижняя граница допуска равна 6,2 тысячных дюйма; верхняя граница отсутствует. Дефектных единиц не зарегистрировано. Обратите внимание на пик при 6,3 тысячных дюйма. Был ли брак? Никто и никогда не узнает об этом.
Никто не хочет приносить плохие вести.
Пики при значениях 6,5 и 7,0, возможно, возникли из-за округления данных.
Другой пример. Ежедневно в полдень в 13 регионах США сообщается показатель качества воздуха. Верхний предел равен 150 (мг загрязнений на м3). При превышении этого значения правительственные службы должны предпринимать шаги по обнаружению источника загрязнений. Причиной могут быть сложные погодные условия или дымовые трубы. О значении, равном 150, почти никогда не сообщается, а значения, превышающие 150, действительно редки. Встречаются концентрации, равные 149, 148, 147, 146. Люди боятся сообщать свои данные. Неудивительно: точность этих измерений равна 20.
И снова пример потерь из-за страха. Этот реальный диалог мне передала Кейт Маккеон.
Слесарь (своему мастеру): Этот подшипник (в воздуходувке) вот-вот полетит и при этом разрушит вал, если мы не предпримем что-либо немедленно.
Мастер: Эта партия отливок должна быть отправлена сегодня.
Он думает об объеме производства и поэтому говорит своему рабочему: «Мы не можем отвлечься на ремонт сейчас». Мастер из-за страха потерять место не мог защитить важные интересы компании. Его работу оценивают только по цифрам, а не по числу простоев, которых удалось избежать. Может ли кто-нибудь осудить его за то, как он делает свою работу?
Прежде чем они отправили партию, подшипник замер, как и предсказывал слесарь. Во время ремонта слесарь обнаружил, как и предполагал, значительное повреждение вала: все четыре дня, пока новый вал доставляли из Балтимора, станок бездействовал.
Требование статистической управляемости для метода контроля. Запись результата измерений, будь они визуальными, рассчитанными на бумаге или выполненными и зарегистрированными с помощью приборов, – это конечный продукт длинной цепочки операций над объектом измерения и операций с использованием приборов. Повторные измерения одного и того же изделия в течение некоторого периода времени должны показывать наличие состояния статистической управляемости для прибора и оператора, чтобы продемонстрировать правомочность применения этого метода измерений. Но только этих мер, конечно же, недостаточно. Уровень на карте размахов повторных измерений для каждого оператора не должен быть слишком велик, иначе точность/воспроизводимость метода окажется недостаточной для использования. Метод должен быть воспроизводимым внутри заданных границ для различных операторов (или для различных наблюдателей в случае визуального контроля).
Неважно, какую воспроизводимость, хорошую или плохую, демонстрирует метод измерений, если инструмент и наблюдатель совместно не показывают состояния статистической управляемости[58]. Это правило действует для даже для самого дорогого измерительного прибора.
Мнимый дефицит материала от поставщиков может возникать из-за различий методов измерений у продавца и покупателя. Какова, например, площадь шкуры? А как насчет рваных краев: как они повлияли бы на измерения площади шкуры, если бы вы ее продавали? А если бы вы ее покупали?
Различия между инструментами для контроля. Обычно статистический анализ в течение нескольких недель помогает выявить, что:
1. Мало кто из рабочих понимает, в чем состоит их работа.
2. То же самое относится и к контролерам. Производственный рабочий и контролер не согласуют друг с другом, что приемлемо, а что нет. То, что хорошо вчера, оказывается плохо сегодня.
3. Электронное контрольное оборудование сбоит. Оно то принимает изделие, то бракует такое же, и наоборот.
4. Электронное контрольное оборудование различных видов не согласуется между собой.
5. Продавец и покупатель не пришли к соглашению: ничего удивительного, ведь оборудование, используемое покупателем, не находится в согласии с самим собой. У продавца те же проблемы. Никто о них не знает.
Лишь небольшая часть контролеров и менеджеров понимают, как важен надежный контроль для морального духа производственных рабочих.
Пример. Чтобы защитить потребителя и отделить хорошее изделие от плохого, линия на выходе оснащена восемью установками для испытания. Ежедневно через этот контроль проходят примерно 3000 изделий. Собранные данные и карта (построенная машиной) показаны на рис. 26 и демонстрируют результаты за одну неделю. По установленному правилу изделия тестируются поочередно различными испытательными установками по мере выхода изделий с линии.

Рис. 26. Распределение измеренных значений. Нижняя граница допуска равна 6,2 тысячных дюйма, верхняя отсутствует
Очевидно, что восемь установок разделены на две группы. Разница между средними значениями устройств составляет примерно 11 %. Существует серьезная проблема. Качество зависит от того, на какой установке проводится контроль, – тревожный сигнал. Жизненно важно найти причину существования двух групп и источник такого их различия.
Можно представить разочарование производственных рабочих, изо дня в день наблюдающих очевидную и необъяснимую вариабельность и не понимающих, что основная проблема связана с измерительным оборудованием.
При наличии такой проблемы можно сначала обратить внимание на взаимодействие оператора с установкой. Машина не работает сама по себе. Она не имеет собственных показателей работы. Установка и оператор образуют команду. Смена оператора может обусловить иные результаты. В данном случае машины работали в три смены. Хорошо бы выяснить, работал ли каждый оператор в течение недели на одной и той же установке.
Сравнение двух операторов, работающих на одной установке. Вышеприведенный пример относится к ситуации, когда в работе контрольно-измерительных приборов (вкупе с операторами) отсутствует согласованность. Можно также ожидать, что прибор разлажен, а действия операторов не согласованы друг с другом. Эффективный контроль требует достижения состояния статистической управляемости системы измерений.
Удобная итоговая форма для двух наборов данных представляет собой таблицу с двумя входами (2?2). Пример таблицы 2?2 приведен в главе 15 (рис. 48). Эту таблицу легко адаптировать для различных сравнений. В данном примере мы могли бы показать результаты оператора № 1 на горизонтальной оси, а оператора № 2 – на вертикальной. Или при проверке одного оператора, работающего на двух устройствах, по горизонтальной оси можно расположить одно устройство, а по вертикальной – другое. Точки на диагонали указывают на согласованную работу. Точки за пределами диагонали свидетельствуют об отсутствии согласованности. Проверяющему следует заранее установить критерий удовлетворительности воспроизводимости испытаний и затем с помощью таблиц решить, удовлетворительны ли испытания.
Между прочим, критерий ?2 и проверка значимости, изучаемые в некоторых статистических курсах, не применимы ни здесь, ни в других местах.
Если результаты контроля представлены в единицах какой-либо шкалы измерений, например в сантиметрах, граммах, секундах, милливольтах и др., можно откладывать данные первого испытания на одной оси, а второго – на другой. Хорошее согласие должно проявиться в виде точек, находящихся на линии, проходящей под углом 45 градусов, или близких к ней, как показано на рис. 50 (глава 15).
Сравнение интервьюеров с целью улучшения результатов. Как отмечалось в главе 2, почти каждая манипуляция уникальна в своем роде. Когда что-то сделано, исправлять уже поздно. Например, когда линкор уже собран, что с ним можно сделать? Демографический опрос – аналогичный пример. Он либо состоялся, либо полностью провален. Опрос в рамках исследования потребителей – еще один пример. Анализ износа оборудования, принадлежащего телефонной компании или железной дороге, дает нам другие примеры.
Предусматривается, что во время подготовки будут проходить периодические проверки контролеров и интервьюеров. Будет и генеральная репетиция. Несмотря на скоординированность действий, нельзя быть полностью застрахованным от непредвиденных проблем и несоответствий.
Результаты полевых испытаний можно проанализировать за пару дней отдельно по группам, чтобы сравнить дисперсию между исследователями с дисперсией результатов, полученных каждым исследователем по отдельности с тем, чтобы таким образом своевременно обнаружить потребность в переподготовке исследователей. Иногда один из исследователей демонстрирует просто выдающиеся результаты. Важно понять, почему это так? Возможно, его работа превосходна, и все другие исследователи нуждаются в переподготовке. Первые два дня особо важны.
На рис. 27 приведен пример. Каждая точка показывает результаты интервьюера в конце первых двух дней. Восемь интервьюеров соответствуют восьми точкам. Как поясняет подпись к рисунку, несоответствие между текущим исследованием и последней переписью было общей причиной, вызванной плохими инструкциями и недостаточной подготовкой, особенно при идентификации производственных рабочих (водитель автобуса, машинист поезда, оператор лифта и т. д.). В результате переподготовки интервьюеры пришли к удовлетворительному согласию с переписью[59].
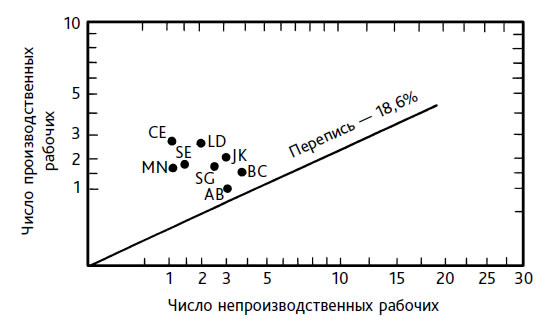
Рис. 27. Число производственных рабочих и число непроизводственных рабочих по различным профессиям, зарегистрированное интервьюерами в течение первых двух недель опроса в Вилмингтоне, штат Делавэр, 1952 г., по сравнению с данными переписи 1950 г. Точки лежат выше линии переписи. Это явный сигнал, что у интервьюеров отсутствует единое определение производственного рабочего. Требуется дополнительное обучение
Замечание. Правильное проведение опроса требует распределения интервьюеров и контролеров по выборочным единицам с помощью случайных чисел, так чтобы каждый интервьюер или контролер исследовал случайную выборку из всех выборочных единиц, представленных для обследования. В противном случае результаты будет трудно интерпретировать.
На рис. 28 показаны результаты другого опроса спустя три недели после начала работы, когда уже поздно что-то менять. На вертикальной шкале – число отказов от интервью, на горизонтальной – число тех, кто согласился (число успехов). Видно, что у интервьюеров EM и DFB нет отказов. Вопрос в том, свидетельствуют ли представленные ими данные о превосходной работе, или отчет неадекватен. Следующим шагом должна была стать беседа с обоими интервьюерами, EM и DFB. Беседа заняла лишь несколько минут. Обе женщины в прошлом работали сиделками. Много лет назад мой товарищ из Гамбурга рассказал мне, что любая женщина, работавшая медсестрой по вызову, становится отличным интервьюером. Она любит людей, и они охотно разговаривают с ней. Это все, что нужно было узнать.

Рис. 28. Число отказов и согласий на интервью среди девяти интервьюеров в конце четвертой недели опроса. Интервьюеры EM и DFB демонстрируют наилучшие показатели, или же что-то не так с их данными
Рисунки, использованные в приведенных примерах, построены по двойной шкале, предложенной Мостеллером и Тьюки (корень квадратный из значения). Те же выводы были бы получены при использовании любой другой графической сетки.
Ошибочное вознаграждение за выигрыш в лотерее. Сотрудник отдела управления персоналом крупной компании выдвинул идею, которую сочли превосходной. Предлагалось награждать лучшего сотрудника месяца на конкретной производственной линии (того, кто за месяц допустил наименьшее число дефектов) письменной благодарностью. В его честь устраивалось бы небольшое торжество на рабочем месте, и он бы освобождался на полдня от работы. Идея была бы замечательной, если бы этот рабочий действительно был бы неординарным сотрудником месяца. На производственной линии этой компании работало 50 человек.
Свидетельствуют ли результаты контроля их работы о наличии статистической системы, аналогичной той, что существует для работы 20 операторов на рис. 41 (глава 11)? Если работа этой группы образует статистическую систему, тогда приз – это просто результат лотереи. В то же время, если лучший работник месяца добился низкого уровня дефектности по каким-то особым причинам, то он действительно превосходит прочих. Он заслуживает признания и может служить примером для других.
В лотерее нет ничего плохого, при условии, что она не маскируется под программу улучшений. Называть ее вознаграждением по заслугам – значит подорвать моральный дух персонала, включая людей, получивших приз. Все будут полагать, что существуют основательные причины для выбора, и станут пытаться объяснить и уменьшить различия между людьми. Это будет бесполезным занятием, поскольку различия есть просто случайные отклонения, подобно тому как результаты работы 50 человек образуют статистическую систему.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава 3. НЕКОТОРЫЕ ПРАКТИЧЕСКИЕ ВОПРОСЫ
Глава 3. НЕКОТОРЫЕ ПРАКТИЧЕСКИЕ ВОПРОСЫ Когда появляется какое-либо великое открытие, оно почти всегда принимает туманную, запутанную и несовершенную форму… Для любой идеи, которая с первого взгляда не кажется сумасшедшей, нет и надежды. Фримен Дайсон Хаос — это
Новые впечатления и новые стандарты розничного банковского обслуживания
Новые впечатления и новые стандарты розничного банковского обслуживания В сентябре 2005 года Deutsche Bank открыл в Берлине отделение Q110 – The Deutsche Bank. Оснащенное новейшими технологическими решениями отделение Q110 предлагает клиентам уникальные, ни с чем не сопоставимые
Глава 5 Динамика лидерства
Глава 5 Динамика лидерства Большинство учебников по управленческому лидерству, а также инструкции по эксплуатации для руководителей должны быть переписаны. Полезный вклад Стивена Кови[64] и других, которые втискивают ОРАНЖЕВЫЙ цМем между СИНИМ и ЗЕЛЁНЫМ, не продвинулся
19.1. Новые продукты, новые соперники, новые горизонты
19.1. Новые продукты, новые соперники, новые горизонты События сентября и октября 2008 года вызвали бурное развитие тех финансовых продуктов и инструментов, которые считались пригодными для клиринга. И новые, и уже существующие центральные контрагенты запустили целый
ПРИНЦИПЫ ОБУЧЕНИЯ
ПРИНЦИПЫ ОБУЧЕНИЯ Стили обучения Один из самых важных факторов в разработке и проведении тренинга - понимание принципов научения людей. Как тренер, вы должны осознавать и принимать в расчет различия между стилями обучения, которые предпочитают люди.В модели
Глава 3. НЕКОТОРЫЕ ПРАКТИЧЕСКИЕ ВОПРОСЫ
Глава 3. НЕКОТОРЫЕ ПРАКТИЧЕСКИЕ ВОПРОСЫ Когда появляется какое-либо великое открытие, оно почти всегда принимает туманную, запутанную и несовершенную форму… Для любой идеи, которая с первого взгляда не кажется сумасшедшей, нет и надежды. Фримен Дайсон Хаос — это
ПРИНЦИПЫ ОРГАНИЗАЦИОННОГО ОБУЧЕНИЯ
ПРИНЦИПЫ ОРГАНИЗАЦИОННОГО ОБУЧЕНИЯ Р. Харрисон (1997) разработала пять принципов организационного обучения:1. Потребность дать сотрудникам яркое и последовательное представление об организации, с которой будут осуществляться общение и строиться отношения, для того чтобы
Глава 10 Гуманизация вашего лидерства и вашей организации
Глава 10 Гуманизация вашего лидерства и вашей организации Альберто Фольмер – бизнесмен из Венесуэлы, управляющий компанией Santa Teresa Rum Distillery, которая принадлежит его семье. В феврале 2000 года, когда президент Уго Чавес внес изменения в конституцию и начал выступать
Глава 17 Преимущества парадигмы принцип-центричного лидерства
Глава 17 Преимущества парадигмы принцип-центричного лидерства Когда-то я работал с командой руководителей одной гигантской организации, базирующейся в Далласе, штат Техас. Я спросил у них:– У вас есть заявление о миссии?После некоторых колебаний они показали его. Там
Глава 17 Некоторые иллюстрации улучшения жизни
Глава 17 Некоторые иллюстрации улучшения жизни Я говорю лишь то, что известно каждому. Шекспир. Король Ричард II, акт III, сцена IV[121] Цель данной главы. Здесь моя цель – показать, как некоторые простые применения принципов, изложенных в этой книге, могут улучшить жизнь
Новые формы организационного лидерства
Новые формы организационного лидерства Организационная демократия, как и ее политические аналоги, зиждется на предположении о том, что в каждом сотруднике заложены лидерские качества, которые он должен использовать для поддержания демократических принципов. В
Глава 12. Продолжение обучения
Глава 12. Продолжение обучения В последней главе мы рассмотрим, чего вам удалось достичь в обучении коучингу. Мы также сфокусируемся на пути, лежащем перед вами, – пути, способном привести вас к тому, что коучинг станет непосредственной и естественной реакцией на рабочие
33. НЕКОТОРЫЕ ПРИНЦИПЫ О ПРИНЦИПАХ
33. НЕКОТОРЫЕ ПРИНЦИПЫ О ПРИНЦИПАХ Когда работа над книгой подходила к концу, рукопись — вплоть до этой самой главы — прочел один известный рекламный работник, много лет специализирующийся на рекламе автомобилей."Хорошо, что для рекламы фасованных товаров ты разработал
Глава 1 Взрыв обучения
Глава 1 Взрыв обучения Запись в Twitter (максимум 140 символов) На наших глазах происходит созидательный взрыв. Впервые в истории знание и информация стали доступны для всех и каждого. В эту самую минуту подросток из японского города Кобэ осваивает нечто новое с помощью своего