Два основных способа использования контрольных карт
Два основных способа использования контрольных карт
1. Для выработки суждения. Находился ли процесс (в прошлом) в статистически управляемом состоянии?[86] Чтобы понять это, мы смотрим на контрольную карту. Если ответ утвердительный, тогда мы знаем распределение характеристики качества, представленной на карте, для каждого изделия. Пример приведен в главе 12.
2. Для обоснования действий (непрерывных). Контрольная карта может также использоваться для достижения и поддержания состояния статистической управляемости в ходе производства. В этом случае процесс уже приведен в статистически управляемое состояние (или почти достиг его с весьма редкими появлениями особых причин). Мы распространяем в будущее контрольные пределы, например на x-карте, и наносим точки одну за другой, возможно, через каждые полчаса или час. Скачки точек вверх и вниз игнорируются производственным рабочим, если только они не показывают наличия серии (как при износе инструмента) или если точка не выходит за контрольные пределы.
Устранение особой причины вариации, движение к состоянию статистической управляемости, как это ни важно, не приведут к улучшению процесса. Исключение особой причины всего лишь возвращает систему в состояние, в котором ей следовало находиться изначально (цитата из лекции д-ра Джурана). Повторю, как сказал д-р Джуран, главная работа по совершенствованию начинается, как только вы достигаете состояния статистической управляемости.
Вот тогда за постоянное совершенствование системы могут взяться инженеры. Улучшение может быть простым, например, с помощью минимальной наладки можно повысить или понизить величину настройки на контрольной карте, снизив риск производства дефектных изделий. С другой стороны, улучшение может быть серьезным и комплексным, например с целью снижения количества используемых материалов (см. главу 1) и уменьшения размаха между контрольными пределами.
Некоторые советы по использованию контрольных карт для обоснования непрерывных действий. От производственного рабочего требуется производить лишь простые арифметические действия, требуемые для нанесения точек на карту. Он не может самостоятельно решить использовать карты в своей работе, еще в меньшей степени он может стать инициатором движения за применение карт.
Приучить людей постоянно использовать в работе контрольные карты, там, где они могут быть эффективными, – это ответственность менеджмента. Как мы узнали из главы 2, контрольные карты в руках рабочего могут быть эффективны, только если на его пути не встают барьеры, лишающие его права гордиться своим трудом.
Иногда полезно строить контрольную карту для каждого члена рабочей бригады. Рабочий, видя точку за контрольными пределами, может почти всегда сразу же определить особую причину и исключить ее. Такая карта анализируется только рабочим и его непосредственным начальником (бригадиром, мастером), если только сам рабочий не захочет сделать свои результаты общедоступными.
Несомненна польза от карты доли дефектных изделий, вывешиваемой на видном месте с целью визуализировать особые причины вскоре после их появления.
Следует избегать рисования карт по любому поводу. На одном заводе вблизи Нагойя, который я посетил, в тот день велась 241 x – и R-карта. Все карты пересматривались каждые два месяца; какие-то добавлялись, какие-то переставали вести, когда цель достигалась, позднее, если это требовалось, некоторые карты снова вводились.
Воспроизводимость процесса. Как только процесс приведен в состояние статистической управляемости, можно рассчитать его воспроизводимость. Он будет демонстрировать стабильность на x– и R-картах. Становится возможным предсказать границы допусков, которые могут обеспечить хорошую работу данного процесса.
Простой способ описания границ допусков – отмерить вверх и вниз от среднего значения x на x-карте размах между контрольными пределами для x, умноженный на ?n, где n – объем выборки. Иллюстрация приведена далее. Размах между индивидуальными значениями также равен 6R/d2.
Символ d2 – это число, зависящее от n, которое можно найти в любой книге по статистическому контролю качества. Оно получено из анализа закона распределения размаха[87]. При приближенном расчете при n ? 10 значение параметра[88] d2 можно брать как ?n.
Таким образом, верно и то, что R-карта для процесса, находящегося в состоянии статистической управляемости, рассказывает нам о воспроизводимости процесса.
Распространенная ошибка при использовании x– и R-карт, а также при вычислении воспроизводимости процесса состоит в неспособности понять, что размах должен демонстрировать случайность и что в некоторой точке он должен быть размахом между наблюдениями, нанесенными на карту x, а не взятыми из другого источника.
По поводу воспроизводимости существует много неправильных рекомендаций. Абсолютно неверно, например, взять какое-то число изделий, например 8, 20, 50 или 100, измерить их и использовать 6 стандартных отклонений, полученных по этим измерениям, в качестве меры воспроизводимости процесса. Первым шагом должен быть анализ данных с помощью карты хода процесса (глава 1) или с помощью x– и R-карт с целью решить, демонстрируют ли процесс производства и система измерений статистическую управляемость. Если да, тогда воспроизводимость процесса будет очевидна из x– и R-карт. Если нет, тогда воспроизводимости не существует.
Преимущества стабильности или статистической управляемости. Процесс, который стабилен и находится в статистически управляемом состоянии, обладает рядом преимуществ по сравнению с нестабильным процессом. При наличии статистической управляемости:
1. Процесс индивидуален, его результаты предсказуемы. Он измерим, может быть охарактеризован имеющими рациональный смысл показателями воспроизводимости, как мы видели в предыдущем разделе. Производительность, объем и другие характеристики качества, включая число дефектов, если они есть, остаются почти постоянными час за часом, день за днем.
2. Затраты предсказуемы.
3. Регулярность выхода – важный побочный продукт состояния статистической управляемости. Поставка деталей по системе канбан – следующий естественный шаг, после того как вся система приведена в статистически управляемое состояние (Уильям Шеркенбах).
4. Производительность достигает максимума (затраты минимальны) в рамках действующей системы.
5. Взаимоотношения с продавцами, поставляющими материалы, находящиеся в состоянии статистической управляемости, чрезвычайно упрощаются. Затраты снижаются по мере того, как улучшается качество.
6. Влияние изменений в системе (ответственность менеджмента) может быть измерено с большей оперативностью и надежностью. Если система не находится в состоянии статистической управляемости, трудно измерить эффект от изменений. Говоря точнее, если нет управляемости, заметны будут только катастрофические результаты.
7. Для минимизации полной стоимости затрат на контроль изделий, поступающих из статистически управляемого процесса, можно использовать правила главы 14 (контролируем все или ничего).
Согласование показаний измерительных приборов (вопрос, тесно связанный со статистической управляемостью инструментов и калибров). Этот процесс важен как для потребителей, так и для поставщиков, иначе покупателю придется переплачивать за материал или продавец может получить слишком маленькую прибыль. Оба имеют право на честную сделку. Этот процесс также важен для компании, имеющей несколько заводов по производству одной и той же или аналогичной продукции.
Другой пример использования контрольной карты для выработки суждения. Некоторые примеры вы найдете в главе 1. Теперь обратимся к другим. Исполнительный директор крупной компании, рассылающей товары по почте, обратился ко мне с просьбой разобраться с проблемой высоких затрат. Он также принес данные о числе выполненных заказов за каждые полчаса. Данные для x– и R-карты собираются каждые полчаса (рис. 36), n = 4. Как только он увидел, насколько широки оказались контрольные пределы для заказов, он заявил, что предпочитает меньшее значение вариаций. Я спросил, как они хотят этого достичь. Он предположил, что надо всего лишь нарисовать новые линии поближе друг к другу. Мне пришлось указать ему на то, что контрольные пределы всего лишь свидетельствуют о состоянии процесса, а не говорят о том, каким он может стать, и что любое снижение вариаций в будущем всецело лежит на нем. Он должен исследовать возможные общие причины вариаций и устранить их. Даже минимальный успех в этом деле повысил бы производительность и привел бы к уменьшению размаха между контрольными пределами. А это как раз то, что он хотел.
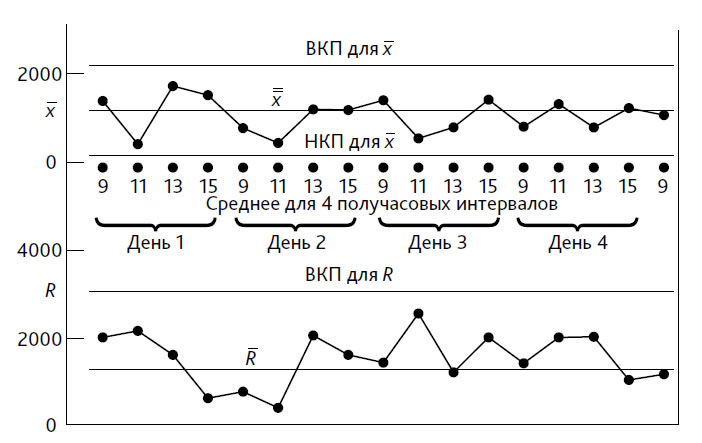
Рис. 36. Число выполненных заказов регистрируется каждые полчаса. Каждая точка на карте (результат четырех последовательных измерений) – это среднее число заказов, выполненных за четыре последовательных получасовых периода; R – это размах между этими четырьмя числами. Контрольные пределы вычисляются по обычным формулам:

где численные значения констант A2 = 0,729, D3 = 0 и D4 = 2,282 взяты из таблиц, которые можно найти в стандартных книгах по статистическому контролю качества
Как оказалось, причина больших колебаний была проста – значительные вариации уровня ожидающих выполнения заказов: некоторое время работы нет, затем аврал. Менеджмент сгладил колебания в числе подлежащих обработке заказов, производство выросло, число ошибок уменьшилось. Все, включая потребителей, были довольны.
Большая экономия была достигнута вследствие резкого снижения числа жалоб потребителей на задержки и ошибки. Пять работниц входили в штат. Теперь одна работница половину времени отвечает за звонки, и у нее остается еще полдня для другой работы. Автоматически выросла степень удовлетворенности потребителей. Сопутствующим результатом стал столь же резкий рост производства на том же самом оборудовании. Интенсивность работы не выросла, все просто стали работать правильнее.
Улучшение качества ведет к снижению запасов незавершенного производства. На рис. 37 показаны месячные объемы незавершенного производства для некоторого процесса, включая входные детали, готовые для использования. По вертикальной оси отложены значения в миллионах долларов. В начале программы по совершенствованию качества запасы равнялись 30 млн долл., через семь месяцев они составляли 15 млн – снижение на 15 млн долл. При нынешних процентных ставках это означает ежедневную экономию примерно 6000 долл. в день, включая выходные и праздничные дни.
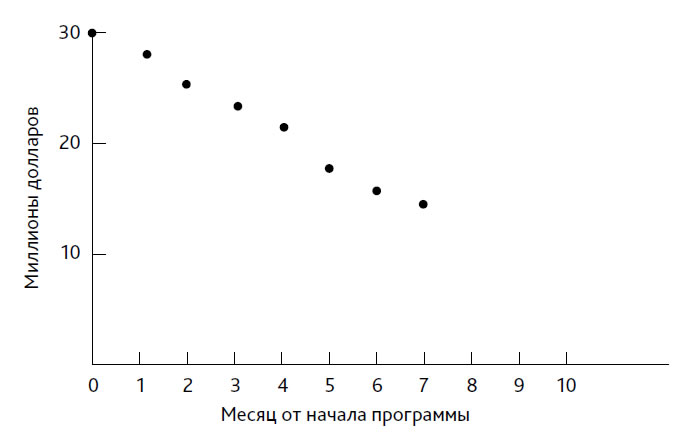
Рис. 37. Запасы незаверше нного производства через семь месяцев после начала программы по совершенствованию качества благодаря более высокому входному качеству и снижению числа переделок. (Эта карта представлена моим другом Эрнестом Шэфером из General Motors, 1982.)
Что привело к такому снижению? Более высокое качество входных материалов благодаря сотрудничеству с поставщиками; снижение числа поставщиков. Исчезла потребность иметь наготове временные технические условия, разрешения для использования дефектных входных материалов. Самое важное – меньше деталей ожидает переделки. Хорошо известно, что изделия для переделки накапливаются: никто не хочет с ними работать.
Канбан, или система «точно вовремя», – это естественное следствие достижения состояния статистического управления для показателей качества продукции, что, в свою очередь, ведет к достижению статистической управляемости для скорости производственного процесса.
Самые важные цифры – не на карте. Карта на рис. 37 важна, но еще более важны цифры, которых нет на карте, эти цифры неизвестны или не могут быть обнаружены (цитируя д-ра Ллойда Нельсона). Например, производственные рабочие на заводе теперь видят улучшения по всему технологическому процессу. Они уже не тратят время на то, чтобы скрыть дефектные изделия, упущения. Производительность растет. Другой скрытый результат состоит в том, что конечный потребитель получает продукцию более высокого качества и может привести к нам большее число клиентов. Повышение производительности и конкурентоспособности, вызванное улучшением качества, трудно измерить в долларах. Еще одна не упоминавшаяся ранее выгода – высвобождение площадей, которые были нужны для складирования деталей, ожидавших переделки, для установки полезного оборудования.
Продажи. Компания получает отчеты от продавцов, каждый из которых отвечает за определенную территорию в Филадельфии. В чем проблемы? Статистическое мышление может помочь в решении системных проблем. Может оказаться, что результаты некоторых продавцов находятся за пределами системы.
Конечно же, компания хотела бы отхватить как можно больший кусок пирога – долю рынка для всех своих продуктов. Это требует со стороны менеджмента таких действий, которые выходят за рамки темы данной книги, хотя три возможности упомянуть все-таки следует: повышение экономичности производства, позволяющее снизить цены, ускорение и улучшение поставок и их надежности и более высокое и надежное качество. Поможет ли в этом рекламная кампания?
Продавцы № 1 и 2 имеют проблемы. Первый находится за контрольными пределами по отношению ко всей группе по продуктам А и Б; второй – ниже предела только по продукту Б. Неразумно считать, что замена продавцов № 1 и 2 приведет к улучшению дел. Первый шаг менеджмента – изучение территории обоих продавцов и их конкурентов. Лояльность к бренду другой компании иногда бывает причиной низких продаж.
Возможно, что грамотная помощь продавцу с недостаточным объемом продаж могла бы увеличить продажи обоих продуктов. Результатом был бы резкий и немедленный рост прибыли на этих территориях как результат усилий менеджмента, направленных на конкретную помощь продавцу с малым объемом продаж.
Вторым шагом должна стать беседа с обоими продавцами и с менеджером по данной территории, чтобы понять, какие же особые причины мешают работе. Один из возможных выводов – перевод продавца с малым объемом продаж на другую работу.
Компания имела норматив продаж на сумму не менее 7200 долл. в день. Кто-нибудь верит в то, что продавец сообщит о дневной выручке, превышающей 7200 долл.?
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
85. Срок полезного использования основных фондов и способы начисления амортизации
85. Срок полезного использования основных фондов и способы начисления амортизации Положением по бухгалтерскому учету «Учет основных средств» (ПБУ 6/97), утвержденным приказом МФ РФ от 03. 09. 97 № 65н (см. — Положение1), по-новому определен ряд понятий в области учета основных
Приложение 6. Прогноз факторов, характеризующих источники формирования ресурсов основных видов продовольствия и каналы их использования, а также экстенсивных и интенсивных факторов сельскохозяйственного производства
Приложение 6. Прогноз факторов, характеризующих источники формирования ресурсов основных видов продовольствия и каналы их использования, а также экстенсивных и интенсивных факторов сельскохозяйственного
Комментарий к Положению Банка России от 24 декабря 2004 г. № 266-П «Об эмиссии банковских карт и об операциях, совершаемых с использованием платежных карт»
Комментарий к Положению Банка России от 24 декабря 2004 г. № 266-П «Об эмиссии банковских карт и об операциях, совершаемых с использованием платежных карт» История вопросаВ соответствии с целым рядом документов программного характера (Стратегией развития платежной
3.2.3. Срок полезного использования объектов основных средств
3.2.3. Срок полезного использования объектов основных средств Сроком полезного использования является период, в течение которого использование объекта основных средств приносит экономические выгоды (доходы) организации. Для отдельных групп основных средств срок
4.8. АНАЛИЗ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ ОСНОВНЫХ СРЕДСТВ
4.8. АНАЛИЗ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ ОСНОВНЫХ СРЕДСТВ В ряде случаев аудиторская проверка включает оценку эффективности использования объектов основных средств. Задачи аудита эффективности использования основных средств могут быть самыми различными:• определение
2.9. Начисление амортизации основных средств по сумме чисел лет срока полезного использования
2.9. Начисление амортизации основных средств по сумме чисел лет срока полезного использования Покажем способ на понятном демонстрационном примере.Пример 2.9. Возьмем объект основных средств стоимостью 150 000 руб. со сроком полезного использования 5 лет. Объект
5.1. Поступление основных средств от учредителей и поставщиков, оприходование основных средств и принятие объектов основных средств к учету
5.1. Поступление основных средств от учредителей и поставщиков, оприходование основных средств и принятие объектов основных средств к учету Ответим на вопрос «Что мы понимаем под основными средствами предприятия?». Отличительной особенностью основных средств
1.13. Порядок отражения операций, связанных с приобретением неперсонализированных карт и выдачей персонализированных карт клиентам
1.13. Порядок отражения операций, связанных с приобретением неперсонализированных карт и выдачей персонализированных карт клиентам 1.13.1. Порядок отражения операций, связанных с приобретением неперсонализированных карт, перемещением их внутри кредитной организации и
ПОЛОЖЕНИЕ ОБ ЭМИССИИ БАНКОВСКИХ КАРТ И ОБ ОПЕРАЦИЯХ, СОВЕРШАЕМЫХ С ИСПОЛЬЗОВАНИЕМ ПЛАТЕЖНЫХ КАРТ ОТ 24 ДЕКАБРЯ 2004 Г. N 2бб~П
ПОЛОЖЕНИЕ ОБ ЭМИССИИ БАНКОВСКИХ КАРТ И ОБ ОПЕРАЦИЯХ, СОВЕРШАЕМЫХ С ИСПОЛЬЗОВАНИЕМ ПЛАТЕЖНЫХ КАРТ ОТ 24 ДЕКАБРЯ 2004 Г. N 2бб~П Зарегистрировано в Минюсте РФ 25 марта 2005 г. № 6431ЦЕНТРАЛЬНЫЙ БАНК РОССИЙСКОЙ ФЕДЕРАЦИИ 24 декабря 2004 г. № 266-11 ПОЛОЖЕНИЕ ОБ ЭМИССИИ БАНКОВСКИХ КАРТ И
4.3. Срок полезного использования объекта основных средств
4.3. Срок полезного использования объекта основных средств При принятии объекта основных средств к бухгалтерскому и налоговому учету первое, что необходимо сделать, это определить срок полезного использования объекта.Срок полезного использования объекта основных
6.2. Проверка учета, отчетности и использования основных средств
6.2. Проверка учета, отчетности и использования основных средств При проверке отчетности по основным средствам аудитору необходимо проверить:соответствие форм бланков утвержденным формам;соответствие записей сводного аналитического учета записям в главной книге и
61. Показатели использования основных производственных фондов. Методика их анализа
61. Показатели использования основных производственных фондов. Методика их анализа Основные фонды – это совокупность произведенных общественным трудом материально-вещественных ценностей, действующих в течение длительного периода.Поскольку основные производственные
106. Анализ использования основных производственных средств организации. Анализ использования материальных ресурсов
106. Анализ использования основных производственных средств организации. Анализ использования материальных ресурсов Основные средства (ОС), часто называемые в экономической литературе и на практике основными фондами, являются одним из важнейших факторов производства.
Вопрос 41. Показатели состояния, движения и использования основных фондов
Вопрос 41. Показатели состояния, движения и использования основных фондов На основе данных балансов основных фондов как по балансовой стоимости, так и по стоимости за вычетом износа можно рассчитать целый ряд показателей, которые характеризуют состояние и
Фонд контрольных заданий
Фонд контрольных заданий Тема 1. Предмет, метод и принципы российского предпринимательского права I.Тесты. Из предложенных вариантов выберете один правильный ответ.Российское предпринимательское право является:А. Базовой отраслью праваБ. Комплексной отраслью праваВ.
Вопрос 21 Факторный анализ использования основных средств
Вопрос 21 Факторный анализ использования основных средств Анализ использования основных средств проводится по показателям: фондоотдача, фондоемкость (обратный показатель фондоотдачи), рентабельность использования основных средств.Анализ причинно-следственных связей