Пример производства шестерен
Пример производства шестерен
В цехе головного завода Toyota один рабочий обслуживает 16 станков, на которых вытачиваются и полируются шестерни. В этом не было бы ничего удивительного, если бы все эти станки, как прядильные машины, совершали идентичные операции. Но у каждого из них своя функция. Один точит, другой режет и строгает и т. д.
Посмотрим, как один рабочий справляется с этой задачей. Во-первых, он берет шестерню, поступающую с предыдущего участка, и устанавливает ее на первом станке. Затем снимает с этого же станка уже обработанную шестерню и кладет ее в желоб, по которому она скатывается к следующему станку.
Потом рабочий переходит от первого станка ко второму и по пути нажимает на кнопку, расположенную между этими станками. В этот момент первый станок начинает свою работу.
Те же манипуляции он совершает и со вторым станком и затем переходит к третьему. По дороге он нажимает на кнопку, и начинает работать второй станок.
Выполняя одно и то же действие снова и снова, он обходит 16 станков по кругу ровно за пять минут. Иными словами, одна шестерня будет готова, когда рабочий обойдет за пять минут эти 16 станков.
Теперь, если нам нужно производить эти шестерни в большом количестве, мы можем приставить по одному рабочему к каждому из 16 станков. Простая арифметика показывает, что одна шестерня будет изготавливаться за 18 секунд с небольшим.
Но если одна машина, в которой используется этот вид шестеренок, продается только каждые пять минут (или, иными словами, время такта составляет в данном случае пять минут), то использовать 16 рабочих не надо.
В этом случае вполне достаточно, чтобы одна шестерня изготавливалась каждые пять минут. Производить больше не имеет смысла.
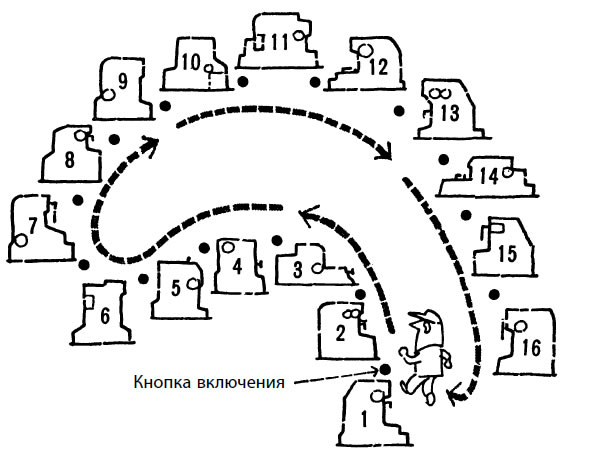
Рис. 9. Обработка шестерни
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Вспомогательные производства
Вспомогательные производства Если на балансе организации учитываются вспомогательные производства, то суммы общепроизводственных и общехозяйственных расходов распределяются не только между видами продукции основного производства, но и между счетами учета затрат
Пример 4. Организация относит к рекламным расходам затраты на продукцию собственного производства, предназначенную в качестве сувениров участникам деловых переговоров
Пример 4. Организация относит к рекламным расходам затраты на продукцию собственного производства, предназначенную в качестве сувениров участникам деловых переговоров В соответствии с подп. 28 п. 1 ст. 264 НК РФ к прочим расходам, связанным с производством и реализацией
9.5. Учет производства
9.5. Учет производства 1С:Бухгалтерия 8.0» позволяет учитывать производственные процессы от момента передачи материалов в производство до выпуска готовой продукции.Основой учета процессов выпуска готовой продукции и полуфабрикатов являются спецификации. Спецификация
13.5.3. Уравнения для производства
13.5.3. Уравнения для производства В производстве многие функции, описывающие процесс выполнения заказов, схожи с соответствующими функциями для оптовой и розничной торговли. Однако производству присущи некоторые организационные особенности. Мы будем считать, что завод и
8. Факторы производства
8. Факторы производства Земля является наиболее важным фактором производства. Рынок земли в отличие от капитала имеет практически бесконечный срок службы и, следовательно, может приносить владельцу бессрочный доход – ренту.Ценообразование на землю имеет ряд
Лекция 12 Тема: РЫНОК ФАКТОРОВ ПРОИЗВОДСТВА ЦЕНООБРАЗОВАНИЕ И ДОХОДЫ ОТ ФАКТОРОВ ПРОИЗВОДСТВА
Лекция 12 Тема: РЫНОК ФАКТОРОВ ПРОИЗВОДСТВА ЦЕНООБРАЗОВАНИЕ И ДОХОДЫ ОТ ФАКТОРОВ ПРОИЗВОДСТВА Ранее (см. лекцию 7) говорилось о том, что содержанием микроэкономики является исследование проблем ценообразования на рынках различных товаров, в том числе и на рынках факторов
27. Издержки производства
27. Издержки производства Различные виды ресурсов по—разному переносят свою стоимость на готовую продукцию. В соответствии с этим различают постоянные и переменные издержки производства.Постоянные издержки производства – затраты, величина которых не меняется с
8.3. Расширение производства
8.3. Расширение производства Расширение производства возможно различными путями. При сохранении неизменной технической базы увеличить выпуск можно за счет увеличения применения всех видов ресурсов. В этом случае имеет место увеличение масштабов производства, для его
ЛЕКЦИЯ № 6. Теория производства
ЛЕКЦИЯ № 6. Теория производства 1. Понятие производственной функции, масштаб производства Любая фирма, которая ведет производственно-хозяйственную деятельность, важной задачей ставит осуществление полного контроля над процессом производства, а также над количеством
4. Отдача от масштаба производства
4. Отдача от масштаба производства Производственная функция позволяет определить различные соотношения двух важнейших для производства факторов производства: труда и капитала. Посредством этого организация имеет возможность судить не только о собственном потенциале,
Зло современного производства.
Зло современного производства. Представим себе современное промышленное предприятие, например, автомобильный завод ВАЗ, ставшее кооперативным, то есть каждый работник является коллективным собственником этого предприятия. Если не предпринимать дополнительных мер по
IV. ИСПОЛЬЗОВАНИЕ ЭКСКРЕМЕНТОВ ПРОИЗВОДСТВА
IV. ИСПОЛЬЗОВАНИЕ ЭКСКРЕМЕНТОВ ПРОИЗВОДСТВА Вместе с развитием капиталистического способа производства расширяется использование экскрементов производства и потребления. Под первыми мы понимаем отходы промышленности и сельского хозяйства, под последними – частью
Оружие производства
Оружие производства Дела шли настолько хорошо, что в 1851 году Кольт открыл филиал компании в Англии (первым из американских промышленников) и начал по дешевке скупать землю в окрестностях Хартфорда (штат Коннектикут) под строительство собственного завода, оборудованного
Разворачивание производства
Разворачивание производства Поскольку производство требует работающей бизнес-модели, главным условием успеха является наличие перспективных возможностей, то есть рыночных сегментов с хорошим потенциалом роста, заинтересованных в ваших предложениях потребительной