Как организовать материальный поток
Как организовать материальный поток
Теперь, когда мы определили время такта, посмотрим, что происходит на реальной сборочной линии.
Предположим, каждая из модификаций А – Д собирается на отдельных, специально выделенных сборочных линиях. Как видно из приводимого ниже рисунка, по линии А машины передвигаются с двухминутным интервалом, но на линии Г одна машина собирается только каждые 16 минут.
Если несколько специализированных линий заменить одной, то поток будет выглядеть так, как это показано в нижней части этого рисунка. На сборочной линии Toyota могут собираться машины одной модели Corona, но автомобили разного цвета, двухдверные или четырехдверные, с левым или правым рулем двигаются по конвейеру вперемежку.
Если у нас работает такая сборочная линия, то мы получаем возможность выровнять производство не только по количеству, но и по видам продукции. Выполнение работ подобным образом на финальной сборочной линии гарантирует выравнивание производства на всех его предыдущих процессах.
Посмотрим еще раз на верхнюю часть этого рисунка. Эти специализированные линии могли бы точно так же быть процессами обработки (или сборки) отдельных деталей. Когда производство на всех этих участках будет выровнено, у занятых на них рабочих будет достаточно работы и ее объем станет постоянным.
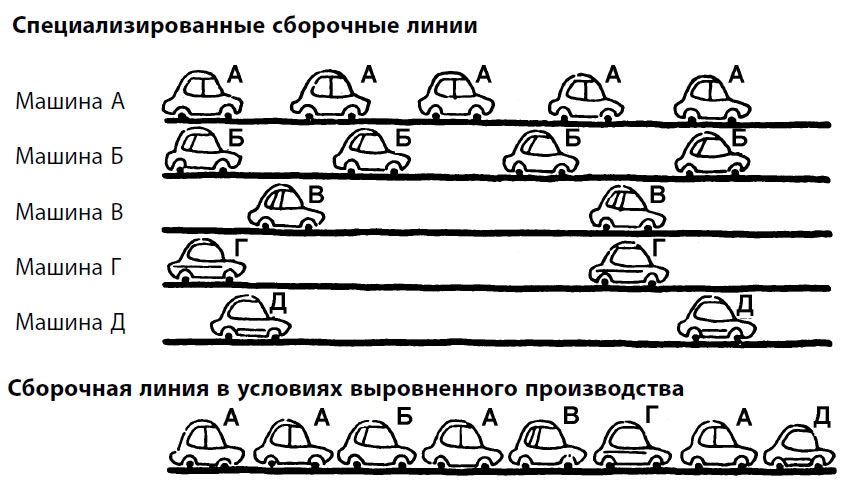
Рис. 11. Выравнивание производства автомобилей
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Как организовать быстрое пополнение запасов
Как организовать быстрое пополнение запасов Мы описываем вовсе не чисто гипотетические выгоды. Поразительный пример того, чего можно достичь, показала одна компания, за развитием которой мы наблюдали в течение нескольких лет. Возможно, вы помните, что в нашей предыдущей
Как организовать кампанию на Kickstarter и выйти с ней в интернет
Как организовать кампанию на Kickstarter и выйти с ней в интернет Регистрация кампании на платформе Kickstarter и выход с ней в интернет позволит приступить к действиям по привлечению трафика (и соответственно потенциальных спонсоров) на вашу страничку; это достаточно быстрый и
Как организовать референдум?
Как организовать референдум? Необходимо создать организацию – региональную подгруппу будущей инициативной группы (последняя будет создана позднее, когда региональные подгруппы будут созданы более чем в половине субъектов федерации – по их совместной инициативе). В
Как организовать работу участников процесса
Как организовать работу участников процесса Помните, в самом начале мы писали про Боба – корпоративного героя? Отличный парень, правда? Однако в организации с хорошо отлаженными процессами для таких героев нет места. Точнее говоря, эти компании просто переполнены
1. 4. Материальный поток и его измерители
1. 4. Материальный поток и его измерители Основным объектом исследования, управления и оптимизации в логистике служит материальный поток. Он образуется в результате транспортировки, складирования и выполнения других материальных операций с сырьем, полуфабрикатами и
2.5. Как организовать дистанционную работу
2.5. Как организовать дистанционную работу Прежде всего необходимо продумать рекламную кампанию. Рекламой может быть как собственный сайт, так и сайты партнеров. Очень важно привлечь как можно больше клиентов, поэтому важно больше внимания уделять рекламе.Среди средств
3.4. Когда можно организовать бизнес прямо из дома
3.4. Когда можно организовать бизнес прямо из дома Индивидуальные предприниматели регистрируются по месту жительства, компания тоже может быть зарегистрирована по адресу учредителя.Но вот вопрос организации бизнеса и его ведения не выходя из дома вызывает у многих
Глава 5 Как организовать оплату в дистанционном бизнесе?
Глава 5 Как организовать оплату в дистанционном бизнесе? Вопрос оплаты очень важен для любого бизнеса, в том числе для дистанционного. Чем больше условий об оплате, возможностей оплаты у вас будет предусмотрено на сайте или на сайтах-партнерах, тем больше вариантов того,
Глава 8 Как организовать обсуждение и анализ стратегических планов
Глава 8 Как организовать обсуждение и анализ стратегических планов Возможно, вам пришлось отсидеть немало часов на совещаниях по стратегическому планированию, которые всегда происходят по одной и той же схеме. Участники собираются. Плановики достают подготовленный ими
Шаг 4. Организовать вечеринку или совместный ужин и завязать тесные неформальные отношения
Шаг 4. Организовать вечеринку или совместный ужин и завязать тесные неформальные отношения В любом случае (и если ваш бизнес ориентирован на компании, и если вы работаете с розничными потребителями) лучший способ завязать отношения – устроить совместную вечеринку. В
КАК ОРГАНИЗОВАТЬ СВЕРХМОЩНУЮ ПРЕЗЕНТАЦИЮ
КАК ОРГАНИЗОВАТЬ СВЕРХМОЩНУЮ ПРЕЗЕНТАЦИЮ Вы можете создать для себя сверхмощную торговую презентацию, если найдете время войти в альфа-уровень, пересмотреть и проанализировать свои прежние презентации, чтобы увидеть, как можно улучшить то, что вы делаете.Развивайте в
Как набрать свою команду и организовать рабочий процесс
Как набрать свою команду и организовать рабочий процесс Работайте только с проактивными людьми, которых не нужно подгонять и которые готовы работать на результат. Ни в коем случае не берите в команду безответственных лентяев – замучаетесь их мотивировать штрафами и
10. Как всё это организовать? 10.1. Где взять деньги?
10. Как всё это организовать? 10.1. Где взять деньги? Начнём с того, что либерализм только декларирует принцип свободы частного предпринимательства и свободы перемещения капиталов.«Свобода перемещения капиталов» по её существу — это бесконтрольность государства в
Как организовать ваши фрагменты знаний
Как организовать ваши фрагменты знаний Чтобы эффективно освоить взрыв обучения, надо иметь простой и доступный способ собирать и агрегировать необходимые фрагменты знаний. Существует такое множество способов поиска и организации источников фрагментов знаний, что не