4. Становление производственной системы сглаженного потока
4. Становление производственной системы сглаженного потока
Чтобы обеспечить гладкий поток, повысить производительность и приучить рабочих к тому, что переходы от станка к станку также часть их работы, примерно в 1960 г. мы стали ставить станки в ряд, что позволило выпустить рабочих из их «клеток» (рис. 33). Преимуществом этой новой системы стало то, что рабочие во время работы могли обслуживать сразу несколько машин.
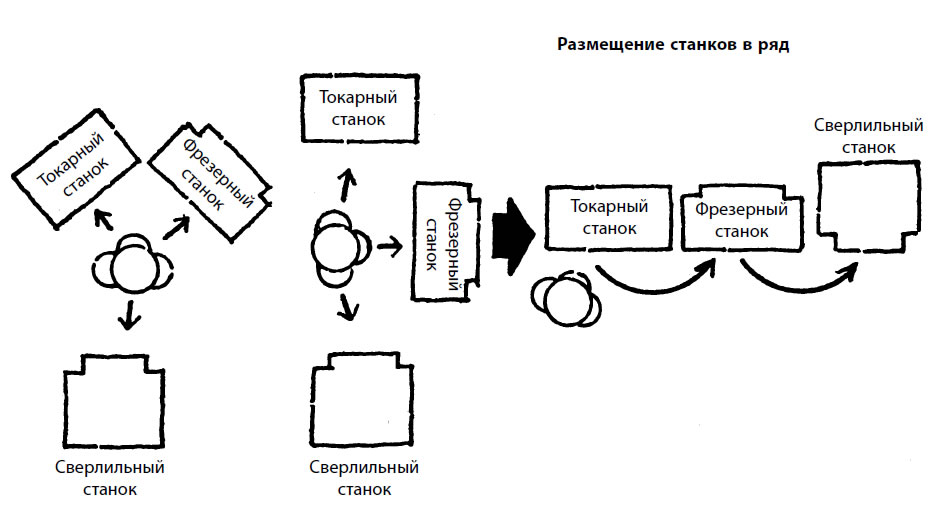
Рис. 33. Размещение станков в ряд
Однако у нас снова возникли проблемы. Сначала мы разместили станки в ряд и превратили каждую группу станков в независимую производственную линию. Когда мы расставляли рабочих исходя из числа машин, которые нужно было произвести, нередко оказывалось, что каждую линию должно обслуживать дробное число рабочих. Поскольку мы не могли приставить к станку полчеловека, нам пришлось эту цифру округлить в сторону увеличения. Поэтому как бы ни старалась группа рабочих, обслуживающих данную производственную линию, из-за переизбытка рабочей силы постоянно возникало перепроизводство, хотя и незначительное,
Выходом из этой ситуации стало объединение нескольких «независимых» производственных линий, с тем чтобы к ним можно было приставить целое число рабочих. Мы сумели найти такую расстановку персонала, которая позволила учитывать число машин, которые надо произвести. Мы до сих пор используем эту рабочую компоновку и теперь можем производить только то, что требуется.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Часть II. Клиринг с участием центрального контрагента: становление системы
Часть II. Клиринг с участием центрального контрагента: становление системы 4. Ранняя история клиринговых операций 1. Swan, Edward. Building the Global Market: A 4000 year history of derivatives, 2000. О становлении городов в регионе «плодородного полумесяца» см.: Leick, Gwendolyn. Mesopotamia: The Invention of the City, 2002.2. Teweles,
3. Становление современной российской банковской системы
3. Становление современной российской банковской системы Банковская система, сложившаяся в СССР в доперестроечный период, характеризовалась наличием следующих централизованных государственных структур.Госбанк СССР с сетью своих учреждений, которые осуществляли
2. Становление современной российской банковской системы
2. Становление современной российской банковской системы Банковская система, сложившаяся в СССР в доперестроечный период, характеризовалась наличием следующих централизованных государственных структур.Госбанк СССР с сетью своих учреждений, которые осуществляли
2.1. Становление и развитие платежной системы в России
2.1. Становление и развитие платежной системы в России Первое десятилетие XXI века в России ознаменовано важными достижениями в развитии платежной системы. Сформирована техническая инфраструктура, обеспечивающая соответствие мировым стандартам по скорости, безопасности
8. Разработка производственной программы предприятия. Этапы разработки производственной программы
8. Разработка производственной программы предприятия. Этапы разработки производственной программы Производственная программа – план производства и реализации продукции по объему, ассортименту и качеству.Главная задача при составлении плана производства –
45. Разработка производственной / программы предприятия. Этапы разработки производственной программы
45. Разработка производственной / программы предприятия. Этапы разработки производственной программы Производственная программа – план производства и реализации продукции по объему, ассортименту и качеству.Главная задача при составлении плана – подтвердить
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota Я намерен свести к минимуму потери времени в технологических процессах и при поставке деталей и материалов. Мой ориентир – подход «точно вовремя». Мое
Создание производственной системы Toyota (TPS)
Создание производственной системы Toyota (TPS) [6]В 1930-е годы Toyota Motor Corporation в основном изготавливала простые грузовики. Сначала это были автомобили низкого качества с примитивной технологией изготовления (например, панели кузова приколачивали к раме молотком). Toyota не входила в
Глава 3 Сущность производственной системы Toyota: устранение потерь
Глава 3 Сущность производственной системы Toyota: устранение потерь Во многих эффективно работающих американских компаниях с уважением относятся к людям, внедряются кайдзен и другие инструменты TPS. Но нельзя забывать, что все эти составляющие должны работать как единая
3. 2. Характеристика производственной логистики
3. 2. Характеристика производственной логистики Производственная логистика – обеспечение качественного, своевременного и комплектного производства продукции в соответствии с хозяйственными договорами, сокращение производственного цикла и оптимизация затрат на
Понятие производственной задачи
Понятие производственной задачи 1. Задача может быть связана:• с общими целями предприятия;• должностными обязанностями сотрудника;• реализацией отдельного проекта;• освоением и развитием профессиональных навыков.2. Что такое задача? 3. Задача характеризуется
Концентрация потока
Концентрация потока Рост в потоке представляет собой не что иное, как ведение бесед с использованием вопросов и подходов, обсуждаемых в этой книге. Теперь у вас есть все, чтобы, поймав момент, превратить его в возможность для развития.Задайте вопрос (любой), чтобы
Глава 2 Основные положения производственной системы Toyota
Глава 2 Основные положения производственной системы Toyota Производственная система Toyota и система канбан У многих людей выражение «производственная система Toyota» сразу же вызывает ассоциации с системой канбан, и в целом это, конечно, верно, но не совсем точно.Система канбан
Глава 3 Выравнивание – сглаживание производственной системы
Глава 3 Выравнивание – сглаживание производственной системы Пики и спады в работе Обычно чем больше варьирует поток изделий на рабочем месте, тем выше вероятность возникновения потерь. Нередко при планировании производственной мощности оборудования за основу берется
Пример из производственной области
Пример из производственной области На рис. 1.4 приведен пример с цепью. Это простейшая производственная система, в которой сырье проходит через пять этапов и становится готовой продукцией. Каждый этап – звено производственной цепи. Цель системы – заработать как можно