Глава 3 Выравнивание – сглаживание производственной системы
Глава 3
Выравнивание – сглаживание производственной системы
Пики и спады в работе
Обычно чем больше варьирует поток изделий на рабочем месте, тем выше вероятность возникновения потерь. Нередко при планировании производственной мощности оборудования за основу берется настройка на пиковый, а не на средний спрос. Когда-то так поступали и в Toyota.
Если предположить, что объем работ за день (неделю, месяц) меняется, как это показано на рис. 8, то мощность этого рабочего места надо настроить на пиковую нагрузку, предполагающую требуемое число рабочих, станков, сырья и материалов.
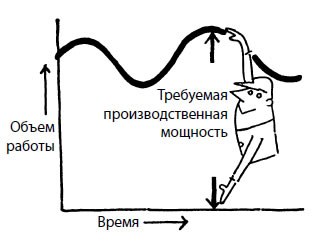
Рис. 8. Пики и спады работы
Однако если мы таким образом привяжем производственную мощность к пиковому спросу, то, когда заказов станет немного, оборудование будет недогружено. А если загрузить его полностью, то возникнут худшие из всех потерь – потери, связанные с перепроизводством.
То же происходит и в бухгалтерии в периоды сдачи отчетов.
В этом отделе пик работы приходится либо на конец месяца, либо на последние дни полугодия. В обычном цехе цикл между пиками загруженности не такой продолжительный. Требуемый объем работ достигает максимума раз в час или раз в десять минут. И мы должны быть готовы справляться с этими то и дело возникающими пиками.
Возьмем для примера производственную линию на одном из предприятий Toyota, которое занимается нанесением покрытия.
В настоящее время автомобильные фары делают из материала, изготовленного на основе синтетических смол. На этом предприятии наносят покрытие на изготавливаемые из того же материала оправы фар. Для этого 48 оправ помещают на одну подвеску для покрытия деталей (раньше эту работу выполняли пять рабочих).
Подвеску каждые две-три минуты передвигали. Один рабочий мог за минуту подвесить 48 оправ. Но покрытие нужно было нанести и на множество мелких деталей. На подвешивание 3 тыс. деталей 2–3 см в поперечнике отводилось три минуты. В этих условиях, даже одновременно подключив пять человек, уложиться в отведенное время было невозможно. Рабочих все время было пять. Тем не менее в зависимости от размера деталей, которые нужно было подвесить, объем работ сильно колебался.
Ничего необычного в этой ситуации не было, но проблема была серьезной. Мы подумали и в конце концов решили использовать пустое место внутри самих оправ, разместив там мелкие детали.
Нам удалось выровнять требуемый объем работ, «снивелировав» пик. И теперь то, с чем раньше не могли справиться пять человек, делают всего двое или трое.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Сглаживание спроса
Сглаживание спроса Чтобы провести этот анализ, возьмем лист миллиметровки и карандаш (или коврик для мыши и PowerPoint) и отложим время в годах по горизонтальной оси, а число километров, которое мы проезжаем (пролетаем) по территории в США (или любой другой развитой стране), –
Глава 7 Спиральное выравнивание: устремляя мечту в реальность
Глава 7 Спиральное выравнивание: устремляя мечту в реальность В евангелии современных менеджеров качество провозглашается «главным приоритетом». Что было «главным приоритетом» перед революцией качества? Подумайте об этом. Прибыль? Производственные квоты? Льготы для
8. Разработка производственной программы предприятия. Этапы разработки производственной программы
8. Разработка производственной программы предприятия. Этапы разработки производственной программы Производственная программа – план производства и реализации продукции по объему, ассортименту и качеству.Главная задача при составлении плана производства –
45. Разработка производственной / программы предприятия. Этапы разработки производственной программы
45. Разработка производственной / программы предприятия. Этапы разработки производственной программы Производственная программа – план производства и реализации продукции по объему, ассортименту и качеству.Главная задача при составлении плана – подтвердить
Удаление и сглаживание морщин
Удаление и сглаживание морщин БоторелаксДанная процедура применяется для коррекции мимических морщин, обеспечивается эффект миорелаксации и заполнения морщин без инъекций. Микросферы-биополимеры из морского коллагена мгновенно проникают в эпидермис и многократно
Глава 1. Понятие и общий порядок расчета естественной убыли (производственной траты)
Глава 1. Понятие и общий порядок расчета естественной убыли (производственной траты) При приобретении, хранении и реализации определенной продукции чаще всего возникают потери и недостачи, причиной которых является естественная убыль.Определение естественной убыли
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota Я намерен свести к минимуму потери времени в технологических процессах и при поставке деталей и материалов. Мой ориентир – подход «точно вовремя». Мое
Создание производственной системы Toyota (TPS)
Создание производственной системы Toyota (TPS) [6]В 1930-е годы Toyota Motor Corporation в основном изготавливала простые грузовики. Сначала это были автомобили низкого качества с примитивной технологией изготовления (например, панели кузова приколачивали к раме молотком). Toyota не входила в
Глава 3 Сущность производственной системы Toyota: устранение потерь
Глава 3 Сущность производственной системы Toyota: устранение потерь Во многих эффективно работающих американских компаниях с уважением относятся к людям, внедряются кайдзен и другие инструменты TPS. Но нельзя забывать, что все эти составляющие должны работать как единая
Глава 4 14 принципов дао Toyota: квинтэссенция производственной культуры, лежащей в основе TPS
Глава 4 14 принципов дао Toyota: квинтэссенция производственной культуры, лежащей в основе TPS С момента основания Toyota наш основной принцип – приносить пользу обществу, производя продукты и услуги высокого качества. Практика ведения бизнеса на основе этого принципа
Глава 11 Принцип 5: сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество
Глава 11 Принцип 5: сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество Господин Оно любил говорить, что любая обнаруженная проблема, вызвавшая остановку производственной линии, должна быть решена до начала
Глава XVIII Нестабильность и две системы Глава XIX Инфляция и две системы Глава XX Экономическая теория тревоги: проверка
Глава XVIII Нестабильность и две системы Глава XIX Инфляция и две системы Глава XX Экономическая теория тревоги: проверка Часть V. Общая теория
Глава 2 Основные положения производственной системы Toyota
Глава 2 Основные положения производственной системы Toyota Производственная система Toyota и система канбан У многих людей выражение «производственная система Toyota» сразу же вызывает ассоциации с системой канбан, и в целом это, конечно, верно, но не совсем точно.Система канбан
4. Становление производственной системы сглаженного потока
4. Становление производственной системы сглаженного потока Чтобы обеспечить гладкий поток, повысить производительность и приучить рабочих к тому, что переходы от станка к станку также часть их работы, примерно в 1960 г. мы стали ставить станки в ряд, что позволило
18. Сглаживание с помощью скользящих средних
18. Сглаживание с помощью скользящих средних Инструмент«Жизнь похожа на американские горки, и поэтому просто катайся в ней», – напевал Ронан Китинг. Это утверждение относится, скорее всего, не только к жизни, но и к рынку. Там тоже надо иногда просто кататься.Когда