Хейдзунка – выравнивание производства и графика работ
Хейдзунка – выравнивание производства и графика работ
Хейдзунка представляет собой выравнивание производства как по объему, так и по номенклатуре изделий. Чтобы предотвратить резкие взлеты и падения, продукция выпускается не в порядке поступления заказов потребителя. Сначала в течение некоторого периода собираются заказы, после чего их выполнение планируется таким образом, чтобы каждый день производить одинаковый ассортимент продукции в одинаковом количестве.
С самого начала TPS предполагала производство небольших партий продукции с учетом нужд потребителя (как внешнего, так и внутреннего). При наличии потока единичных изделий вы можете изготавливать изделия А и Б в соответствии с порядком поступления заказов (например, А, Б, А, Б, А, Б, Б, Б, А, Б…). Но это значит, что изготовление деталей будет носить неупорядоченный характер. Поэтому если в понедельник поступит в два раза больше заказов, чем во вторник, вам придется в понедельник заплатить рабочим за сверхурочную работу, а во вторник отправить их домой до окончания рабочего дня. Чтобы выровнять график работы, вам следует выяснить запросы потребителя, определиться с номенклатурой и объемом и составить сбалансированный график на каждый день. Например, вам известно, что на каждые пять А вы изготавливаете пять Б. Вы можете выровнять производство и производить их в последовательности АБАБАБ. Это называется выровненное производство со смешанной номенклатурой, поскольку вы производите неоднородную продукцию, но при этом, прогнозируя потребительский спрос, выстраиваете определенную последовательность производства разных изделий со сбалансированным уровнем объема и номенклатурой.
На рис. 10.2 приводится пример несбалансированного графика на заводе по производству небольших двигателей для газонокосильного оборудования (пример из практики одного предприятия).
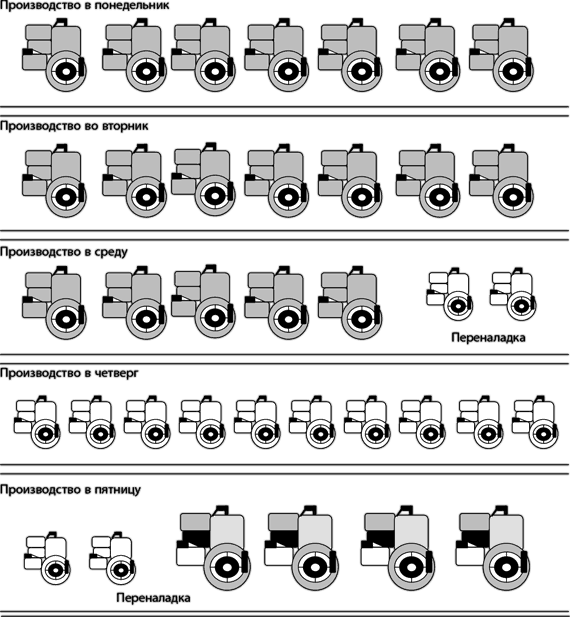
Рис. 10.2. Традиционное производство (выравнивание отсутствует)
В данном случае производственная линия изготавливает двигатели трех типов: маленькие, средние и большие. Средние двигатели пользуются наибольшим спросом, поэтому их изготавливают в начале недели: в понедельник, вторник и часть среды. Затем осуществляется переналадка линии, которая занимает несколько часов, и начинается производство маленьких двигателей, которые изготавливаются остаток среды, четверг и утро пятницы. Меньше всего спрос на большие двигатели, которые изготавливаются в пятницу. Такой невыровненный график порождает четыре проблемы:
1, Обычно предсказать порядок закупок двигателей потребителями нельзя. Потребители закупают средние и большие двигатели всю неделю. Поэтому если потребитель неожиданно решит приобрести крупную партию больших двигателей в начале недели, у завода возникнут проблемы. Их можно решить, если держать в запасе большое количество готовых двигателей всех видов, но эти запасы из-за сопутствующих затрат обойдутся предприятию очень дорого.
2, Не всегда можно продать все двигатели. Если завод не продаст все средние двигатели, изготовленные с понедельника по среду, ему придется держать их в запасе.
3, Несбалансированное использование ресурсов. Скорее всего, изготовление двигателей разного размера требует разных затрат труда, и самым трудоемким является изготовление больших двигателей. Поэтому в начале недели уровень трудозатрат средний, затем он снижается, а в конце недели резко возрастает. Следовательно, здесь ярко выражены м?да и м?ра.
4, К предыдущим стадиям процесса предъявляются неравномерные требования. Это, пожалуй, самая серьезная проблема. Поскольку завод закупает различные детали для трех типов двигателей, он просит поставщиков присылать с понедельника по среду детали одного вида, а остаток недели – разные виды других деталей. Опыт показывает, что потребительский спрос постоянно меняется и заводу так или иначе не удается придерживаться данного графика. Часто происходят внезапные изменения в номенклатуре продукции, например, поступает срочный заказ на большие двигатели, и завод занимается всю неделю только этим видом продукции. Поставщикам приходится быть готовыми к самому неблагоприятному развитию событий и хранить у себя по меньшей мере недельный запас комплектующих для каждого из трех типов двигателей. Так называемый эффект пастушьего кнута ведет к тому, что образ действия изготовителя передается по цепочке поставок к ее началу, то есть при небольшом взмахе руки создается огромное усилие на кончике кнута. Так незначительное изменение графика на заводе по сборке двигателей ведет к созданию все больших запасов на всех стадиях цепочки поставок, по мере того, как мы движемся от конечного потребителя к ее началу.
Цель серийного производства – за счет масштабов производства добиться экономии для каждой единицы оборудования. Переналадка инструментов для перехода с изделия А на изделие Б ведет к простою оборудования во время переналадки, а следовательно к потерям. Вам приходится оплачивать оператору время, в течение которого переналаживают его станок. Казалось бы, напрашивается вывод – перед переходом на изделие Б изготовить крупную партию изделия А. Но для хейдзунка такой подход неприемлем.
В примере с двигателями на заводе тщательно проанализировали ситуацию и обнаружили, что переналадка линии занимает так много времени из-за необходимости доставки, возврата, установки и демонтажа деталей и инструмента для разных видов двигателей. Для разных двигателей использовались паллеты (поддоны) разных размеров. Было решено подавать оператору линии небольшое количество всех видов деталей на передвижных стеллажах. Инструменты, необходимые для всех трех двигателей, были установлены над производственной линией. Кроме того, было необходимо создать паллету, на которой можно было бы устанавливать двигатели любого размера. Это позволяло избежать полной переналадки оборудования, позволяя заводу производить двигатели в любой последовательности. В результате появилась возможность определить повторяющуюся последовательность изготовления двигателей всех трех типов с учетом заказов потребителя (см. рис. 10.3). Выравнивание графика дало четыре преимущества:
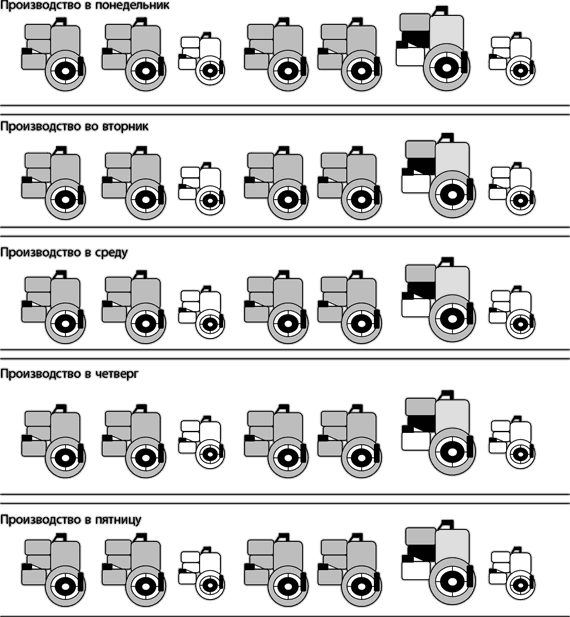
Рис. 10.3. Сбалансированное производство со смешанной номенклатурой
1. Гибкость – теперь завод может дать потребителю то, что ему нужно в нужное время. Это ведет к сокращению запасов и устранению иных сопутствующих проблем.
2. Снижение риска того, что готовая продукция не будет продана. Если завод изготавливает только то, что заказывает потребитель, ему не приходится беспокоиться о затратах на хранение запасов.
3. Сбалансированное использование трудовых ресурсов и станков. Теперь завод может стандартизировать работу и выровнять производство с учетом того факта, что некоторые двигатели требуют меньших трудозатрат, чем другие. И если за одним большим двигателем, который требует более интенсивной работы, не следует другой, рабочие успешно справляются с нагрузкой. Если предприятие выравнивает график с учетом трудозатрат, можно обеспечить сбалансированную и равномерную загрузку работой в течение дня.
4. Сбалансированность заявок, выдаваемых предыдущим процессам и поставщикам. Если завод использует систему «точно вовремя» и поставщики поставляют комплектующие несколько раз в день, у поставщиков будет стабильный комплект заказов. Это позволит им сократить объем запасов, а следовательно, и затрат, что отразится на себестоимости, а значит, от выравнивания выиграют все.
Но все это будет невозможно, если завод не сумеет сократить время переналадки.
В это трудно поверить, но подобное можно сделать практически в любой ситуации. Несколько десятилетий назад Сигео Синго доказал, что именно с этого и следует начинать. Синго не работал в Toyota, но тесно сотрудничал с ней. Он был инженером по организации производства и дотошно учитывал каждое микроскопическое движение рабочего. В духе Toyota он досконально проанализировал процесс наладки больших штамповочных прессов и обнаружил, что бо?льшую часть выполняемой работы можно отнести к одной из двух категорий – это или м?да, или нечто, что можно сделать во время работы пресса. Вторую категорию он назвал «внешней наладкой» в противоположность «внутренней наладке», которую можно осуществлять только при отключенном прессе.
При традиционном массовом производстве команда, которая занимается переналадкой производственной линии при переходе на другое изделие, начинает с отключения пресса. Синго заинтересовался, какую часть работ по переналадке можно выполнить, пока пресс продолжает работать. Стараясь расширить диапазон таких операций, он по-иному организовал рабочее место оператора и внес ряд технических усовершенствований. При работающем прессе можно было взять следующий штамп и инструменты, прогреть штамп и положить его рядом с прессом – все это «внешние» операции, и они могли выполняться, пока пресс еще выпускает детали. Когда пресс отключен, остается лишь заменить штамп и продолжить работу. Неожиданно оказалось, что многотонные прессы, которые раньше переналаживали часами, можно перенастроить за несколько минут. Представить это было так же трудно, как авторемонтную бригаду на автомобильных гонках, которой требуется не более минуты, чтобы привести машину в порядок.
С годами переналадка оборудования стала в Японии чем-то вроде национального вида спорта, подобного американскому родео. Во время поездки в Японию в 1980-е годы я посетил одного из поставщиков штампованных дверных панелей для автомобиля Mazda. Команда этого завода получила приз на национальных состязаниях за переналадку пресса с усилием в несколько сотен тонн за 52 секунды.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
4.2.29. Подтверждение соответствия продукции иди иных объектов, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг требованиям технических регламентов, положениям стандартов или условиям договоров
4.2.29. Подтверждение соответствия продукции иди иных объектов, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг требованиям технических регламентов, положениям стандартов или условиям
Спиральное выравнивание через потоки
Спиральное выравнивание через потоки Краткий обзорТеперь представьте себе могучую Миссисипи. Как и у всех рек, у неё есть свои истоки, бассейн, притоки и стоки. Потоки текут через каналы, некоторые места глубже, чем другие, иногда река разливается вширь, иногда ниспадает
3.3. АУДИТ СТРОИТЕЛЬНЫХ РАБОТ И РАБОТ ПО МОНТАЖУ ОБОРУДОВАНИЯ
3.3. АУДИТ СТРОИТЕЛЬНЫХ РАБОТ И РАБОТ ПО МОНТАЖУ ОБОРУДОВАНИЯ Перечень работ, относящихся к строительным, приведен в Инструкции Госкомстата (с 2004 г. – Росстат) от 3 октября 1996 г. № 123. В соответствии с этим документом к строительным относятся: работы по возведению,
<...> Статья 159. Порядок определения налоговой базы при совершении операций по передаче товаров (выполнению работ, оказанию услуг) для собственных нужд и выполнению строительно-монтажных работ для собственного потребления
<...> Статья 159. Порядок определения налоговой базы при совершении операций по передаче товаров (выполнению работ, оказанию услуг) для собственных нужд и выполнению строительно-монтажных работ для собственного потребления 1. При передаче налогоплательщиком товаров
Оценка незавершенного производства при оказании услуг и выполнении работ
Оценка незавершенного производства при оказании услуг и выполнении работ С 1 января 2005 г. налогоплательщики, оказывающие услуги, вправе относить сумму прямых расходов, осуществленных в отчетном (налоговом) периоде, в полном объеме на уменьшение доходов от производства и
Приложение B ВЫРАВНИВАНИЕ ИНФОРМАЦИИ
Приложение B ВЫРАВНИВАНИЕ ИНФОРМАЦИИ Темпы потоков в промышленных и экономических системах обычно нерегулярны. Решения, порождающие эти потоки, принимаются под влиянием множества локальных событий. Нерегулярность потоков обусловливается разнообразными причинами:
4.2 Выравнивание условий конкуренции
4.2 Выравнивание условий конкуренции Основной метод решения проблемы — выравнивание условий конкуренции для всех предприятий, ликвидация различных льгот, преференций, субсидий для неэффективных предприятий на федеральном и региональном уровнях, ужесточение платежной
4 Выравнивание относительных цен и естественные монополии
4 Выравнивание относительных цен и естественные монополии 4.1 Нерыночный сектор Еще одна крупная проблема, которая будет тормозить модернизацию экономики, связана с крупными деформациями системы относительных цен и наличием значительного нерыночного
Глава 10 Принцип 4: выравнивай объем работ (хейдзунка )
Глава 10 Принцип 4: выравнивай объем работ (хейдзунка) Когда вы внедряете TPS, вы должны начать с выравнивания производства. Это первоочередная обязанность тех, кто занимается управлением производством. Возможно, выравнивание графика производства может потребовать
Выравнивание графика: роль запасов
Выравнивание графика: роль запасов Выравнивание графика приносит пользу всему потоку добавления ценности, в том числе позволяет вам планировать производство до мелочей и стандартизировать методы работы. Если вы посетите завод Toyota или его поставщика, то увидите, какие
«Изготовление на заказ» не исключает хейдзунка
«Изготовление на заказ» не исключает хейдзунка Из слов господина Тё, приведенных в начале главы, понятно, что потребителю, возможно, придется ждать чуть дольше, если ему понадобится автомобиль по особому заказу. Это говорит о том, что Тё не собирается жертвовать качеством
Хейдзунка при оказании услуг
Хейдзунка при оказании услуг Выравнивать график работ проще при производстве больших объемов, чем при оказании услуг, где большие объемы встречаются редко. Как можно выровнять график при обслуживании, если поставщик услуг вынужден реагировать на требования
Соединить выравнивание и поток – задача непростая
Соединить выравнивание и поток – задача непростая Любому предприятию хотелось бы со временем выйти на стабильный объем производства, который означает стабильный и предсказуемый объем работ. Теоретически тут все понятно. Но что можно сделать, если ваш отдел продаж не
2.3. Особенности налогообложения на этапе производства продукции (работ, услуг)
2.3. Особенности налогообложения на этапе производства продукции (работ, услуг) Процесс производства отражается в учете как комплекс хозяйственных операций, отражающих потребление экономических ресурсов в соответствии с конкретным технологическим циклом, приводящим к
Глава 3 Выравнивание – сглаживание производственной системы
Глава 3 Выравнивание – сглаживание производственной системы Пики и спады в работе Обычно чем больше варьирует поток изделий на рабочем месте, тем выше вероятность возникновения потерь. Нередко при планировании производственной мощности оборудования за основу берется
Выравнивание производства по количеству и видам продукции
Выравнивание производства по количеству и видам продукции Мы уже говорили о потерях в производственных мощностях, когда их настраивают на пиковый спрос. Но и при увеличенных мощностях, если производится только одно наименование продукции, вполне возможно разработать