6.3. Толкающие и тянущие системы управления потоками
6.3. Толкающие и тянущие системы управления потоками
Управление материальными потоками в рамках логистических систем производственных предприятий может осуществляться различными способами, из которых выделяют два основных: толкающий и тянущий.
Первый вариант носит название «толкающая или выталкивающая система» (рис. 4) и представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Детали поступают партиями по мере готовности с участка на участок. Материальный поток «выталкивается» получателю по команде, поступающей на передающее звено из центра управления производством. Подразделения предприятия, которые осуществляют перемещение материального потока, между собой не взаимодействуют.

Рис. 4. Толкающая система управления потоками на предприятии
Толкающие модели характерны для традиционных производственных систем. Возможность их применения для современных предприятий появилась в связи с массовым распространением вычислительной техники и специальных программных продуктов. Использование специализированных программных продуктов позволяет согласовывать и оперативно корректировать планы и действия всех подразделений предприятия с учетом постоянных изменений в режиме реального времени.
Тянущий способ (рис. 5) представляет собой систему, в которой детали и полуфабрикаты подаются на последующую технологическую операцию по мере необходимости, поэтому жесткий централизованный график отсутствует, то есть в основу этой системы положен децентрализованный принцип управления материальными потоками.
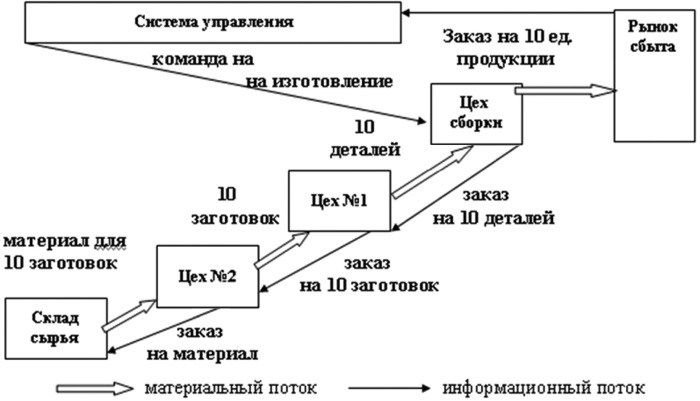
Рис. 5. Тянущая система управления потоками на предприятии
Центральная система управления не вмешивается в обмен материальными потоками между производственными участками предприятия и не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центр управления ставит задачу лишь перед конечным звеном производственной технологической цепи, то есть информационный процесс осуществляется в направлении, обратном движению материального потока. При этом сокращается разница между временем поступления материалов на производственный участок и временем их использования, минуя стадии промежуточного хранения.
Пример. Предприятие получило заказ на изготовление 10 единиц продукции. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью пополнения запаса заказывает из цеха № 2 десять заготовок. В свою очередь цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества заготовок, также с целью восстановления запаса. Таким образом, материальный поток «вытягивается» каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, чем это смогла бы сделать центральная система управления.
Тянущая система организации производства предполагает:
– ориентацию на изменение спроса, то есть осуществление концепции гибкого производства;
– использование универсального оборудования;
– использование высококвалифицированных универсальных рабочих;
– децентрализованное оперативное управление производством;
– начало планирования со стадии сборки;
– минимум запасов незавершенного производства;
– практическое отсутствие запасов готовой продукции;
– повышение общего качества изделий.
На практике к тянущим производственным системам относят систему «Канбан», разработанную фирмой «Тойота». Логическим продолжением системы «Канбан» стала концепция «точно в срок», направленная на сокращение запасов производственного предприятия за счет синхронизации потребности предприятия в деталях и комплектующих и возможностей поставщиков.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
72. Платежный календарь — оперативный план управления денежными потоками
72. Платежный календарь — оперативный план управления денежными потоками Платежный календарь предназначен для оперативного планирования, учета и контроля за движением денежных средств предприятия. Финансовый менеджер (бухгалтер) может с его помощью планировать в
3. Элементы системы управления рисками
3. Элементы системы управления рисками Эффективное управление рисками в компании необходимо не для того, чтобы успокоить акционеров или инвесторов, а прежде всего для повышения вероятности достижения целей организации. Из каких же элементов («кирпичиков») состоит
4. Внедрение системы управления рисками
4. Внедрение системы управления рисками Уровень развития системы управления рисками, безусловно, зависит от размера компании, отрасли, стадии развития и пр. В общем виде этапы внедрения системы управления рисками можно представить таким образом:1. Назначение
Анализ эффективности сети банкоматов с точки зрения управления потоками наличных средств
Анализ эффективности сети банкоматов с точки зрения управления потоками наличных средств При становлении и развитии в банке розничного бизнеса большую роль играет развитие сети банкоматов. Довольно часто можно столкнуться с ситуацией, когда оценка эффективности сети
2.4. Отчет о движении денежных средств и его использование для управления денежными потоками
2.4. Отчет о движении денежных средств и его использование для управления денежными потоками Отчет о движении денежных средств содержит сведения о потоках денежных ресурсов (их поступлении и расходовании за период) с учетом их остатков на начало и конец отчетного периода
Эволюция системы управления
Эволюция системы управления Система управления – составная часть бизнеса, чрезвычайно зависимая от экономической и политической ситуации, культурно-нравственной и социальной среды. Формируясь под влиянием этих условий внешней среды, она должна отвечать духу своего
Системы управления активами и фондами (ЕАМ)
Системы управления активами и фондами (ЕАМ) Система EAM представляет собой интегрированный, ориентированный на активы/фонды подход к управлению производственной деятельностью, позволяющий предприятиям с большими вложениями в основные средства значительно увеличить
Системы управления взаимоотношениями с клиентами (CRM)
Системы управления взаимоотношениями с клиентами (CRM) Системы управления взаимоотношениями с клиентами предназначены для автоматизации сбора и анализа данных по субъектам рынка (клиентам, партнерам, конкурентам, контактным лицам) и их взаимоотношениям с предприятием,
Системы управления цепочками поставок (SCM)
Системы управления цепочками поставок (SCM) Системы управления цепочками поставок SCM (Supply Chain Management) поддерживают технологию управления, реализующую концепцию CSRP (Customer Synchronized Resource Planning), которая предполагает наличие возможностей управления внешними по отношению к
Системы управления документооборотом
Системы управления документооборотом Назначение систем управления документооборотом заключается в обеспечении поддержки корпоративной дисциплины обращения с документами, независимой от предметной области, исполнителя, подразделения и выполняемого задания за
1.2.8. Выбор системы управления для фирмы*
1.2.8. Выбор системы управления для фирмы* Описанные выше системы сменяли одна другую по мере возрастания сложности и нестабильности внешней обстановки. Даты, проставленные в табл. 1.2.1 и 1.2.2, примерно соответствуют такой эволюции в американской экономике. Но для других
3. 3. Толкающие и тянущие системы
3. 3. Толкающие и тянущие системы Управление материальными потоками в рамках производственных логистических систем может осуществляться двумя способами.Первый вариант – толкающая система. Предметы труда, поступающие на производственный участок, непосредственно этим
6. 5. Системы управления запасами
6. 5. Системы управления запасами Учитывая значение запасов, исследование логистической системы должно строиться на следующих вопросах:• какой уровень запасов необходимо иметь для обеспечения требуемого уровня обслуживания потребителя;• в чем состоит компромисс между
3.2. Основные системы управления запасами
3.2. Основные системы управления запасами 3.2.1. Система управления запасами с фиксированным размером заказа Размер заказа является основополагающим параметром системы. Он строго зафиксирован и не должен меняться ни при каких условиях работы системы. Определение
СИСТЕМЫ УПРАВЛЕНИЯ ЗНАНИЯМИ
СИСТЕМЫ УПРАВЛЕНИЯ ЗНАНИЯМИ В ходе опроса 431 американской и европейской фирмы, проведенной Рагглзом (1998), выяснилось, что респонденты использовали следующие системы:• создание интранета (интрасети) – 47%;• создание «складов данных», больших физических баз данных,
Характеристики системы управления
Характеристики системы управления Что нужно знать о компании и ее системе управления, для того чтобы в дальнейшем выявить проблемы в системе управления и быть способным их устранить?1. Виды деятельности компании, определяемые по ее продуктам (услугам).2. Стратегия