Создание рабочих групп в Toyota – не минутное дело
Создание рабочих групп в Toyota – не минутное дело
Когда я посетил предприятие в Хеброне, меня удивило частое упоминание «ситуативного лидерства», этот термин ввел в обращение Кен Блэнчард, знаменитый автор «The One-Minute Manager» (русский перевод: Одноминутный менеджер. Самые практичные техники менеджмента. – Минск: Попурри, 2001). Это была лишь одна из множества моделей лидерства, взятых на вооружение Toyota, но поначалу она показалась мне несовместимой с философией Toyota. Мне продемонстрировали эволюционную модель высокоэффективных рабочих групп, о которой Toyota узнала на одном из семинаров Блэнчарда и которая помогла сформировать концепцию процесса формирования рабочих групп.
Это побудило меня прочесть «The One-Minute Manager Builds High-Performing Teams» (русский перевод: Одноминутный менеджер строит высокоэффективную команду. – Минск: Попурри, 2002). Данная книга похожа на остальные работы из серии «Одноминутный менеджер». Автор убежден, что формирование команды – процесс длительный и, просто собрав вместе несколько человек, нельзя мгновенно получить эффективно работающую команду. Блэнчард выделяет четыре этапа формирования команды:
1-й этап: ориентация. На этом этапе чрезвычайно важна направляющая роль лидера, группа должна понять свое основное предназначение, правила работы в группе и взаимные обязательства ее членов и освоить инструменты, которые предстоит использовать членам группы.
2-й этап: неудовлетворенность. Группа приступает к работе, что далеко не так легко и приятно, как говорить о предстоящих успехах, и члены группы обнаруживают, что работать в команде труднее, чем они ожидали. На этой стадии им по-прежнему необходим сильный лидер, который определяет направление (структуру), но теперь им нужна и интенсивная социальная поддержка, чтобы справиться со сложными, новыми и непонятными для них процессами социальной динамики.
3-й этап: интеграция. У группы постепенно формируется представление о роли каждого ее члена. Члены группы постепенно учатся контролировать процессы в группе. На этом этапе задача группы – усвоить функции, нормы и структуру группы. Лидер уже не должен уделять столько внимания управлению ходом работы, но группа по-прежнему нуждается в интенсивной социальной поддержке.
4-й этап: команда. Группа начинает функционировать как слаженная высокоэффективная команда. Лидер оказывает группе незначительную поддержку социального и направляющего характера.
Я увидел, что Toyota, дополнив модель TPS мышлением ситуационного лидерства, преобразила ее, сделав гораздо более действенной. В книге Блэнчарда и других авторов речь идет прежде всего о целевых группах, которые создаются для решения конкретных задач, а также для успешного проведения важных совещаний. Именно так я всегда представлял себе временные группы для решения проблем. Toyota создавала рабочие группы, которым предстояло слаженно работать изо дня в день, совершенствуя производственный процесс и решая проблемы. Это было значительно сложнее, чем провести совещание по поводу отдельной проблемы.
Сочетание идей ситуационного лидерства с высокоразвитыми технологическими приемами привело TPS к созданию совершенно новой модели, которую нельзя освоить за одну минуту. Согласно книге Блэнчарда для того, чтобы пройти один из названных этапов, а именно этап 3 (интеграцию), группе требовалось несколько встреч, а иногда всего одно хорошо продуманное и подготовленное собрание. Предприятию в Хеброне понадобилось три года, чтобы достичь этапа 4. Почему предприятие застряло на этапе 3? Были ли тому виной нерасторопные менеджеры или несообразительные рабочие? Ни то и ни другое. Как мы уже поняли, TPS опирается на очень непростой технический процесс – поток единичных изделий. Поток требует высокого уровня координации между всеми стадиями процесса, и такая координация помогает создать эффективные рабочие группы.
На рис. 16.1 показано воздействие потока на функционирование группы. В верхней части рисунка мы видим традиционное производство «партиями и очередями». Каждый рабочий выполняет операции в собственном темпе и создает запасы – в данном случае имеет место создание потерь в связи с перепроизводством. При такой системе оператор, который занимается следующей стадией процесса, не замечает проблем на предшествующей или следующей операции. Наличие запаса поступающих деталей позволяет рабочим изготавливать сколько угодно деталей, поэтому они могут работать, не обращая внимания на то, что делают их коллеги. Если кто-то из рабочих допускает дефект, вполне вероятно, что он не будет обнаружен во время текущей смены и проблемы из-за него возникнут лишь у операторов следующей смены. Если рабочий, который выполняет очередную технологическую операцию, заметит этот дефект, он может просто отложить дефектную деталь и взять другую, поскольку запасов предостаточно. У сотрудника, который обслуживает операцию С, весьма приятная работа, скорее всего, он ждал много лет, чтобы получить это теплое местечко.
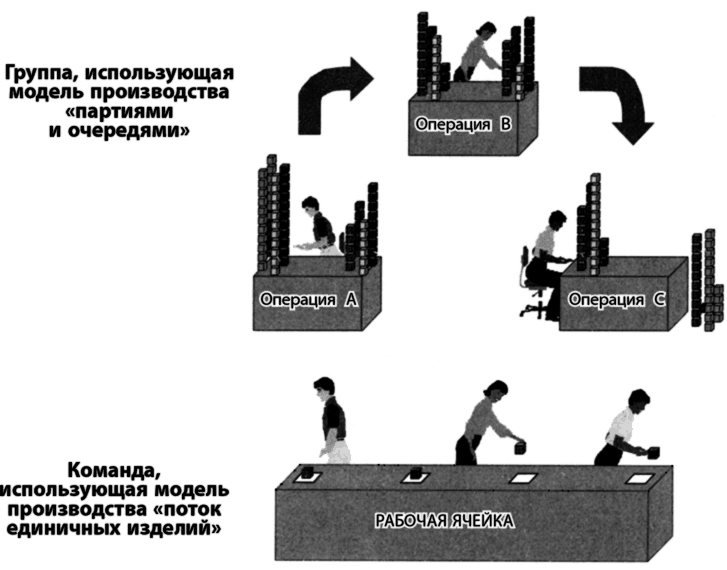
Рис. 16.1. Производство партиями и поток единичных изделий: работа в команде
Представим, что на такое производство приходит «одноминутный менеджер» и заявляет, что настало время стать командой. (Вместо варианта Блэнчарда можете взять любой знакомый вам проект создания команды.) Чтобы повысить производительность, все отправляются в конференц-зал. После этого группа, по всей вероятности, сосредоточится на сокращении времени, затрачиваемого на создание добавленной ценности, на повышении темпов работы или на создании дополнительных удобств, например, улучшении освещения или установлении автомата с питьевой водой. При производстве «партиями и очередями» рабочие трудятся изолированно, и вполне естественно, что каждый думает лишь о собственных задачах.
Теперь представим, что здесь же появляется эксперт по TPS, который анализирует процесс производства «партиями и очередями», показанный на рис. 16.1. Эксперт сразу увидит отсутствие потока и значительные потери. Первым делом он возьмется за создание потока и устранение большей части запасов, которые мешают связать операции между собой. Квадраты – это канбан, пока на таком квадрате находится обрабатываемая деталь, следующую деталь изготавливать не следует. Комплектуя штат такой ячейки, эксперт TPS будет добиваться гибкости. Теперь при необходимости здесь могут работать один, два или три человека, и в конечном счете всем членам команды придется освоить все операции, чтобы в отдельных случаях подменять друг друга. Чтобы уменьшить число людей, которые обслуживают ячейку, и добиться освоения каждым смежных специальностей, эксперт непременно избавится от удобного стула на теплом местечке С. Нельзя допускать, чтобы кто-то из рабочих мог просто отсиживаться. Вам нужна команда, которая создает добавленную ценность для потребителей и делает только то, что необходимо. Очень скоро наступит этап «неудовлетворенности», особенно будет возмущен рабочий, которого лишили удобного стула. Недовольство могут вызвать и иные обстоятельства, например, при создании потока выяснится, что для выполнения данной работы достаточно двух рабочих вместо трех, которые делали ее раньше.
На самом деле, как выяснила управленческая команда, занимавшаяся созданием предприятия Toyota в Хеброне, этапы, описанные Блэнчардом, имеют место при внедрении и TPS, и системы рабочих групп, вот только занимает этот процесс не минуты, а годы. В начале создания оптового склада опыт работы с TPS имела лишь небольшая группа лидеров, а для большинства сотрудников, только что поступивших на работу, эти идеи были совершенно новыми. На этапе 1 группа лидеров рассказала о перспективах, определила направление работы членов команды и смоделировала различные ситуации, что было интересно для всех участников. Моральный дух был на высоте. В процессе подготовки члены команды получили предварительное представление о TPS, но пока не могли понять эту систему в полной мере. На этом этапе группа лидеров жестко направляла их работу.
По мере того как команда, следуя указаниям руководства, наращивала производительность, появились некоторые, вполне закономерные в таких условиях, проблемы и неудачи. Начался этап 2, который принес с собой некоторое снижение морального духа. На этом этапе команда нуждалась в интенсивной поддержке социального характера со стороны лидеров группы. Те, со своей стороны, продолжали направлять их работу. При этом в отличие от модели Блэнчарда направляющая роль лидеров на данном этапе не стала менее важной, главным образом потому, что они продолжали заниматься устранением потерь и укрепляли взаимосвязь между отдельными операциями. Таким образом, руководство сохраняло за собой направляющую роль, в то же время оказывая социальную поддержку сотрудникам, которые устраняли затраты и вносили предложения по совершенствованию производственного процесса.
Через три года лидеры групп наконец почувствовали: сотрудники созрели настолько, что некоторых из них можно назначить лидерами команд, и командам можно предоставить определенную самостоятельность. В этот момент по Блэнчарду они находились на этапе 3. До достижения этапа 4 им предстояли еще годы работы.
По-моему, разница между скоротечным ситуационным лидерством и его версией в Toyota соответствует различиям между совещанием, цель которого проработать повестку дня, и подлинной работой в команде, представляющей собой сложную, согласованную рабочую систему. Индивиды, включенные в эту систему, выполняют стандартные рабочие процедуры, и для того чтобы работа была выполнена на должном уровне, необходимо синхронизировать их действия. Такую команду нельзя создать в конференц-зале в течение нескольких, даже хорошо подготовленных, собраний.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Урок 1 Дело не в том, СКОЛЬКО это стоит. Дело в том, сколько за это ГОТОВЫ ЗАПЛАТИТЬ
Урок 1 Дело не в том, СКОЛЬКО это стоит. Дело в том, сколько за это ГОТОВЫ ЗАПЛАТИТЬ Слушателям, до отказа заполнившим зал, представляют оратора, которого раньше никто никогда здесь не видел и не слышал. Он начинает свое выступление следующим образом. Достает из кармана
30. Тарифные ставки рабочих-повременщиков
30. Тарифные ставки рабочих-повременщиков Рабочим с повременной оплатой труда заработная плата начисляется по часовой тарифной ставке выполняемой работы и количеству проработанных часов по табелю.Если работнику установлена часовая ставка, то заработная плата
ГЛАВА 5 От "черного вторника" до "черного четверга": первые банковские кризисы и скандальные банкротства, создание финансово-промышленных групп (ФПГ)
ГЛАВА 5 От "черного вторника" до "черного четверга": первые банковские кризисы и скандальные банкротства, создание финансово-промышленных групп (ФПГ) После разрешения конституционного кризиса и парламентских выборов в декабре 1993 года перед Россией открылась реальная
15.2.2. Скорость регулирования численности рабочих
15.2.2. Скорость регулирования численности рабочих Правила регулирования потоков рабочей силы в рассматриваемой системе являются решающими для ее динамического поведения, так как они служат механизмом, с помощью которого регулируется темп производства с целью
15.3.3. Изменения в найме рабочих
15.3.3. Изменения в найме рабочих Наем рабочей силы теперь, как и раньше, будет исходить из уровня средних продаж и потребности в рабочей силе для регулирования задолженности по заказам. Однако дополнительно в решение о численности рабочих будет включена потребность в
1.5. Аттестация рабочих мест по условиям труда
1.5. Аттестация рабочих мест по условиям труда Определение понятия аттестация рабочих мест по условиям труда содержится в ст.209 ТК РФ. В ходе аттестации рабочих мест по условиям труда проверяются условия труда на рабочих местах, выявляются вредные и (или) опасные
2.13. Охрана труда подсобных рабочих
2.13. Охрана труда подсобных рабочих На любом производстве применяется труд подсобных рабочих. На них могут воздействовать опасные и вредные производственные факторы такие как, движущиеся машины и механизмы, перемещаемые грузы, продукты, тара, обрушивающиеся штабели
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota
Глава 2 Как Toyota стала лучшей производственной компанией мира: история семьи Тоёда и производственной системы Toyota Я намерен свести к минимуму потери времени в технологических процессах и при поставке деталей и материалов. Мой ориентир – подход «точно вовремя». Мое
Создание производственной системы Toyota (TPS)
Создание производственной системы Toyota (TPS) [6]В 1930-е годы Toyota Motor Corporation в основном изготавливала простые грузовики. Сначала это были автомобили низкого качества с примитивной технологией изготовления (например, панели кузова приколачивали к раме молотком). Toyota не входила в
Глава 5 Дао Toyota в действии: создание автомобиля Lexus – совместить несовместимое
Глава 5 Дао Toyota в действии: создание автомобиля Lexus – совместить несовместимое Даже если цель кажется недостижимой, но вы объясните людям, насколько она важна, они с энтузиазмом возьмутся за самую сложную работу и обязательно добьются своего. Итиро Судзуки, главный
Антитрестовский закон обернулся против рабочих
Антитрестовский закон обернулся против рабочих К концу XIX века такие злоупотребления оказались в фокусе журналистских расследований и общественного негодования, достигших своего апогея в Антитрестовском законе Шермана, который был принят Конгрессом в 1890 году. Закон,
ИЗМЕНЕНИЕ РОЛИ ПРОИЗВОДСТВЕННЫХ РАБОЧИХ
ИЗМЕНЕНИЕ РОЛИ ПРОИЗВОДСТВЕННЫХ РАБОЧИХ Исследование труда на производственных предприятиях, проведенное Институтом по изучению трудовой занятости (Гилз и др., 1997), обнаружило, что структуры управления формируются в ответ на технический прогресс и давление конкуренции
ГЛАВА 23 ПРОЕКТИРОВАНИЕ РАБОЧИХ МЕСТ И РОЛЕЙ
ГЛАВА 23 ПРОЕКТИРОВАНИЕ РАБОЧИХ МЕСТ И РОЛЕЙ РАБОТА И РОЛИ Должность (рабочее место) – это набор заданий, которые выполняются каким-то человеком для достижения некоторой цели. Должность можно рассматривать как блок в структуре организации, остающийся неизменным,
Создание тысяч ключевых слов и групп объявлений
Создание тысяч ключевых слов и групп объявлений Для создания сотен тысяч ключевых слов можно использовать Excel, однако рекомендуется создавать не более одной кампании одновременно.Вспомним методику работы с ключевыми словами из главы 2. Она позволяет создать несколько
Вовлечение рабочих
Вовлечение рабочих Лучший показатель вовлеченности рабочих – коллекция новых идей. В компаниях, применяющих кайдзен, рядовые работники обычно подают намного больше предложений, чем в компаниях традиционного толка.Когда прошло шесть месяцев с начала внедрения SMK, в Supremia
Дело сделано? Нет, дело только начинается!
Дело сделано? Нет, дело только начинается! Вы воспользовались советами из предыдущих глав этой книги. Дали рекламу, которая привела клиента к вам в магазин или в офис. Успешно закрыли сделку. Человек сделал покупку, причем купил много и заплатил дорого. Поздравляю!А вот