TFM: Преобразования в компании A
TFM: Преобразования в компании A
Компания A, которая входит в состав крупной транснациональной корпорации, производит бытовые водонагреватели и бойлеры. Созданная в 1977 году в небольшой европейской стране, эта компания – поначалу семейное предприятие – начала работать по лицензии корпорации. В 1988 году ее выкупила головная структура корпорации.
Семья основателей упорно трудилась, возлагая большие надежды на развитие своего детища. За 1977–1988-е годы компания стала ведущим поставщиком на внутреннем рынке, а ее торговая марка приобрела известность. Владельцы уделяли пристальное внимание качеству. Информация о дефектах заносилась в базу данных, созданную при поддержке местного университета, а поиск и устранение внутренних и внешних проблем, снижающих качество, много лет давали прекрасные результаты.
С момента основания компания A приносила высокую прибыль. Когда она стала частью корпорации, перед ней открылись новые горизонты. Превратившись в корпоративный центр исследований и разработок, она начала экспортировать свою продукцию на европейский рынок и вскоре стала его лидером.
С момента основания компания была образцовой организацией, где царила прекрасная атмосфера и каждый усердно трудился во имя общего успеха. Генеральный директор, который принадлежал к семье основателей, стал директором завода – лучшего и крупнейшего производственного предприятия транснациональной корпорации – и продолжал держать курс на операционное совершенство. Теперь эта стратегия опиралась на ценности, миссию, финансовые возможности и технические и организационные ноу-хау корпоративной группы.
Продолжая работать над повышением качества, компания A начала искать новые пути улучшения результатов. В начале 1990-х годов была создана двухконтейнерная система для бесперебойного обеспечения сборочных линий комплектующими и внедрен ряд усовершенствований для повышения производительности.
Одновременно был организован важный проект по ускорению переналадки на участке прессования. Время переналадки удалось снизить вдвое – теперь на штамповочных прессах она занимала час вместо двух. Кроме того, были созданы ячейки с потоком единичных изделий. Это позволило повысить уровень интеграции операций в ячейках для сборки отдельных узлов и гибочных работ.
Таким образом, с момента основания до конца 1990-х компания придерживалась стратегии усовершенствования. Каждый год производительность повышалась примерно на 10 %, а качество продукции и обслуживание потребителей улучшались. Благодаря активизации разработок начался выпуск множества новых продуктов. Завод стал одним из крупнейших и наиболее рентабельных предприятий корпорации.
В конце 1999 года ключевые показатели эффективности завода были таковы:
• совокупные запасы (сырье, незавершенное производство, готовая продукция) – 50 дней;
• доля внутренних дефектов – 12 000 деталей на миллион;
• уровень обслуживания потребителей – 91 %;
• соблюдение графика выпуска продукции (сборка) – 50 %;
• производительность – 70 деталей/оператор;
• эффективность линии окончательной сборки – 75 %.
Но если до конца 1999 года ключевые показатели улучшались, к 2000 году они стабилизировались и улучшать их стало все труднее. Казалось, период усовершенствования завершился.
До сих пор компания использовала много инструментов кайдзен, главными из которых были следующие:
• решение проблем качества;
• быстрая переналадка;
• интеграция операций для создания ячеек с потоком единичных изделий;
• двухконтейнерная система канбан (полный контейнер / пустой контейнер);
• улучшение технического обслуживания;
• система планирования и синхронизации (далее я расскажу о ней более подробно).
В начале 2000 года руководство корпорации решило развернуть программу непрерывного совершенствования (НС) в масштабах организации. Была сформирована команда и разработана модель НС. Такая инициатива была выдвинута потому, что все заводы применяли инструменты непрерывного совершенствования, однако единая стратегия отсутствовала. Отсутствовала и система показателей, позволяющая оценить движение вперед.
Оценка, которую получила компания A при первом аудите, составила 28 %. Это было неожиданностью для многих: люди думали, что, опробовав самые разные инструменты усовершенствования, они исчерпали возможности улучшений.
У такой ситуации было несколько причин. Одна из них заключалась в том, что люди в гемба – операторы и лидеры команд – почти не принимали участие в процессе. До сих пор усовершенствованием занимались проектные команды, которые редко включали операторов. Подход гемба кайдзен не применялся, а преобразованиями занимались отдельные группы, в основном из инженерно-технического отдела.
Другой причиной была всеобщая уверенность в том, что на заводе существует система вытягивания. Начальник производственного отдела утверждал, что на линии окончательной сборки продукция изготавливается малыми партиями (и это соответствовало действительности, поскольку в большинстве случаев продукция выпускалась сериями, сборка которых укладывалась в один час). Однако при планировании производства таких партий учитывались прогнозы, тогда как система вытягивания ориентирована на нужды заказчиков или скорость потребления. При планировании сборки компания, как правило, учитывала поступившие заказы, и на заводе полагали, что это тоже подтверждает соблюдение принципа вытягивания.
Данную парадигму поддерживала внутренняя система синхронизации предварительной и окончательной сборки (и производственных участков). Считалось, что эта система наряду с централизованным планированием потребности в материалах (MRP) обеспечивает вытягивание на сборочных линиях.
Проблема была в том, что качество синхронизации оставляло желать лучшего, и это объяснялось не только системой MRP, но и несогласованным перемещением материалов в цехах. Подача деталей и комплектующих – а их были сотни – была организована не лучшим образом.
Пришло время, когда действующая система перемещения информации и материалов исчерпала свои возможности и заводу понадобилась новая парадигма, которая помогла бы устранить существующие недостатки. Нужно было усовершенствовать систему вытягивания (а фактически перейти с системы выталкивания на систему вытягивания с отлаженным потоком на производстве).
С точки зрения кайдзен и выявления м?да (потерь) на заводе была масса возможностей для усовершенствования. Потери имели место на всех операциях. Однако куда проще сказать «у нас много м?да», чем успешно устранить потери. Добиться последнего можно лишь с помощью четкой концептуальной модели TFM-усовершенствования и опыта реализации таких проектов.
В компании осуществили несколько проектов по усовершенствованию, аналогичных прежним, и активно занимались обучением персонала (это был один из плюсов корпоративной программы НС). 2004 год подходил к концу. В течение предыдущих четырех лет на заводе продолжали обучать людей и развертывать проекты по усовершенствованию на разных участках. Однако система выталкивания осталась прежней, и потоки не претерпели существенных изменений.
В результате ключевые показатели эффективности предприятия улучшались очень медленно. Пришла пора менять систему. Компании нужно было решить следующие задачи:
• снизить запасы готовых изделий;
• добиться 98 % OTIF при обслуживании конечного потребителя;
• добиться 98 % OTIF при выполнении плана сборки;
• снизить запасы сырья и комплектующих;
• добиться 98 % OTIF со стороны поставщиков;
• ежегодно повышать общую производительность как минимум на 10 %;
• продолжать снижать число дефектов;
• ежегодно повышать оценки по итогам аудита НС на 10–20 %.
И компания A взялась за решение этих непростых задач. Сегодня конкуренция на любом рынке так остра, что шанс есть только у лучших. Непрерывное совершенствование, а точнее повсеместное совершенствование, которым изо дня в день занимаются все, – залог конкурентоспособности. Компания A привыкла быть лучшей в своей отрасли и не собиралась прекращать преобразования. Однако ей требовалась новая парадигма, изменение системы. Старая система исчерпала себя.
В это время в компании появился новый руководитель, отвечающий за финансы и логистику, и вместе с начальниками производственного и инженерно-технического отделов решил, что следует изменить подход к работе, взяв на вооружение новые методы. Первым делом нужно было убедить корпоративную команду НС позволить компании привлечь сторонних экспертов. Это оказалось непростым делом и заняло около года.
В начале 2005 года началась стадия планирования проекта по улучшению потока на основе вытягивания. Эта стадия включала анализ текущего состояния с помощью карт потока создания ценности, определение видения будущего состояния и организацию работ по внедрению потока на базе модели TFM.
Группа планирования включала руководителей, которые отвечали за производство, материально-техническое снабжение, инженерное обеспечение, техническое обслуживание и непрерывное совершенствование, и нескольких ведущих специалистов этих подразделений. В качестве сторонних экспертов были приглашены два инструктора по кайдзен из Kaizen Institute, а лидером группы стал начальник производства. Группа составила карты потоков создания ценности для одного из главных семейств продуктов и выработала общее мнение о текущем состоянии дел, потерях и возможностях совершенствования. На рис. 11-4 показана карта текущего состояния, с помощью которой команда анализировала поток создания ценности.
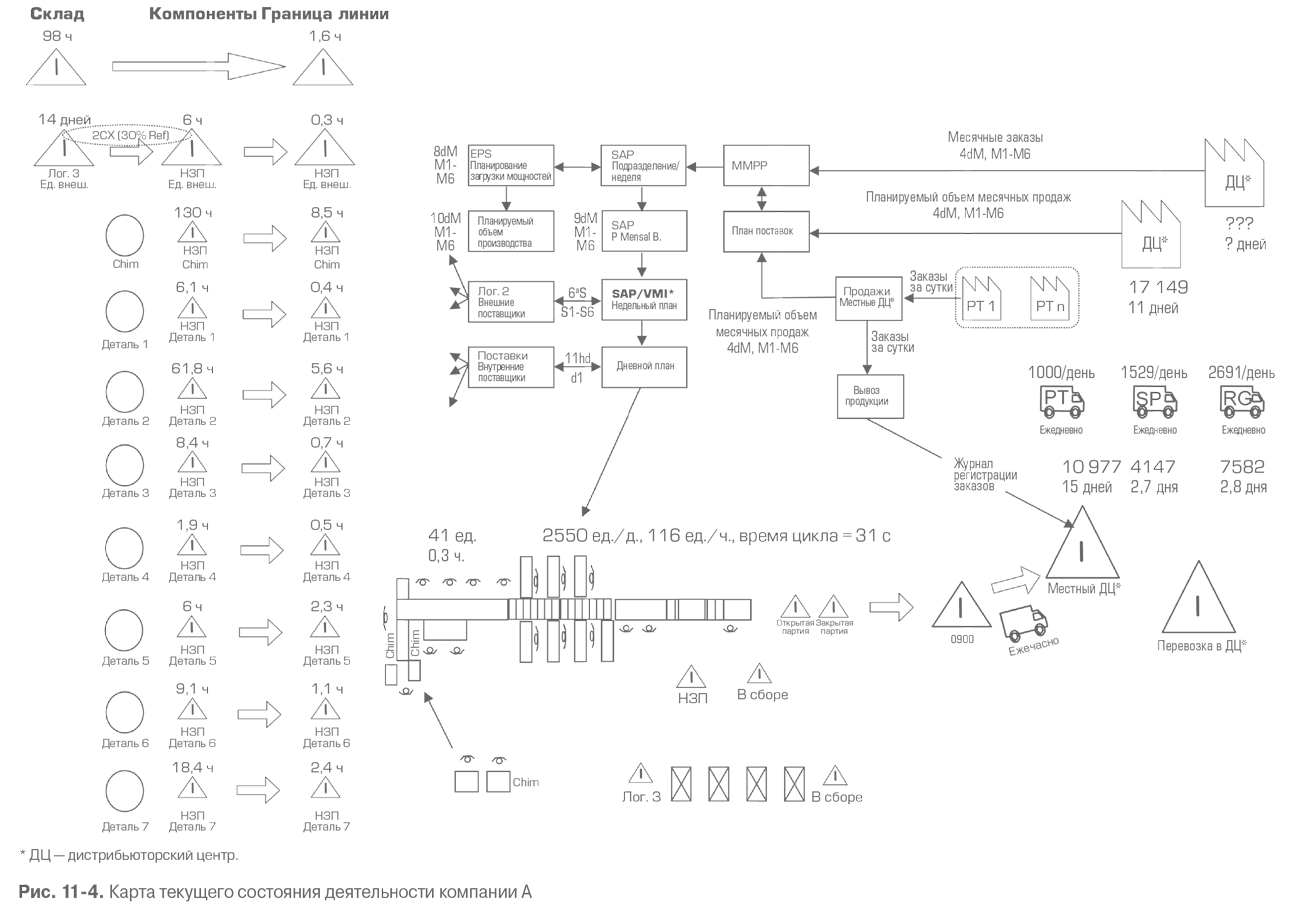
Анализ показал, что основные проблемы таковы:
• запас готовой продукции слишком велик (15 дней);
• запас готовой продукции неадекватен (уровень обслуживания конечного потребителя – 93 %);
• планирование опирается на прогнозы объема продаж;
• плановый отдел перегружен работой, особенно в конце недели (составляет план на следующую неделю);
• график сборки выполняется всего на 50 %;
• низкая эффективность сборочных линий: операторы действуют обособленно, наличие резервных запасов, комплектующие подаются в громоздких контейнерах, стандартизированная работа не налажена, нет выравнивания;
• простои линий и изменения графика из-за отсутствия деталей и комплектующих, проблемы с синхронизацией и подачей материалов на сборочные линии;
• большой запас закупаемых материалов и деталей;
• менеджеры тратят массу времени на тушение пожаров и корректировку планов, это порождает стрессы и не оставляет времени для кайдзен.
После составления карт текущего состояния команда прошла обучение TFM с помощью моделирующих игр. По результатам игры участникам ставились оценки – это помогало им лучше усвоить принципы изменения существующей системы и составить схему потока на базе вытягивания. Команда с изумлением обнаружила, что может значительно улучшить ситуацию, и люди преисполнились надежды и энтузиазма.
Члены группы начали обсуждать карту будущего состояния, анализируя происходящее на линии окончательной сборки. Еще недавно в компании считали, что возможности улучшений здесь невелики (эксперт корпорации заявил, что потенциал усовершенствования на этом участке не превышает 3 %), поэтому всех волновал вопрос: как устранить явные м?да, применяя кайдзен.
На составление карт текущего состояния проектная группа потратила четыре дня. Три дня ушло на обучение, и три понадобилось, чтобы определить видение будущего состояния. Планирование внедрения заняло еще два дня. В общей сложности на планирование проекта группа в течение месяца потратила девять дней. Первый этап внедрения продолжался 10 месяцев. Теперь давайте подробнее остановимся на других аспектах проекта и процессе внедрения.
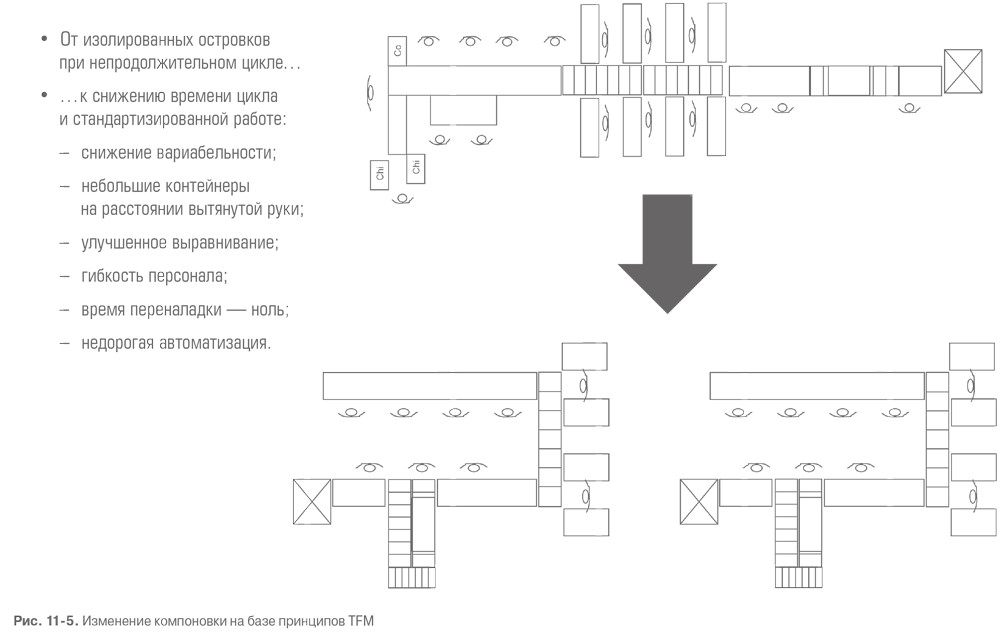
Команда начала применять понятия и принципы бережливого производства, позволяющие создать поток: компоновка линии, граница линии, стандартизированная работа, быстрая переналадка и недорогая автоматизация. Вскоре стало очевидно, что, несмотря на наличие конвейера, поток единичных изделий не налажен. Из-за разной скорости операторов и других проблем на линии скапливались небольшие партии продукции. Кроме того, было обнаружено, что связь между людьми отсутствует, а детали подаются сзади.
Сборочные линии можно было описать так: «циклическое производство на линии, состоящей из изолированных островков». Время цикла составляло 30 секунд, а время переналадки – около пяти минут из-за смены матриц на малом прессе в начале линии и проблем при переходе с одного вида деталей на другой.
Бережливое производство требовало снизить время цикла и внедрить процедуру стандартизированной работы. Были необходимы следующие изменения:
• уменьшить число переходов с одного вида продукции на другой;
• использовать небольшие контейнеры, стоящие в определенном месте на расстоянии вытянутой руки от оператора;
• улучшить выравнивание;
• сократить время переналадки до нуля и внедрить недорогую автоматизацию.
Проектная группа разработала новую компоновку линии, где время цикла составляло 60 секунд (на самом деле одну линию заменили двумя), а время переналадки сократилось до нуля (за счет того, что теперь малый пресс использовали на более раннем этапе процесса). Первый семинар после завершения стадии планирования был посвящен новой компоновке линии и созданию ее макета. Тестирование макета показало, что производительность повышается на 25 %. Старая и новая компоновка сравниваются на рис. 11-5.
Кроме того, было крайне важно определить характеристики супермаркетов на границе линии. Примерно половину деталей можно было подавать на линию с помощью канбан. На границе линии были установлены стеллажи, которые позволяли пополнять запас деталей по принципу вытягивания. Вторая половина деталей не умещалась на стеллажах, поскольку число вариантов было слишком велико. Такие детали подавались на линию с помощью системы последовательного пополнения (дзюндзё).
Наличие деталей дзюндзё требует, чтобы система синхронизации имела стопроцентную «защиту от дурака», иначе детали будут подаваться на линию в неправильной последовательности, а это приведет к простоям и изменению графика сборки.
Большое значение для системы TFM имеет метод планирования. Карта текущего состояния показала, что план учитывает две категории потребителей – дистрибьюторские центры в стране и за рубежом. И те и другие присылали прогноз на месяц. Внутренний ДЦ представлял собой склад на территории завода. Ежедневно этот склад получал из магазинов заказы на продукцию, которую отправлял им на следующий день. Плановики контролировали запасы во внутренних дистрибьюторских центрах, но не имели информации о запасах за рубежом. Производство в обоих случаях планировалось на основании месячных прогнозов, которые составлял отдел продаж.
Данный процесс выглядел так:
• производство осуществляется в соответствии с месячным планом, составленным на основе прогнозов;
• загрузка мощностей на месяц определяется исходя из месячного плана производства;
• график сборочных работ на неделю составляется исходя из месячного плана производства;
• график сборочных работ на день составляется исходя из графика сборочных работ на неделю;
• график сборочных работ на неделю используется для синхронизации сборки отдельных узлов и работы внутренних поставщиков;
• заказы для внешних поставщиков составляются на основе месячного плана производства.
Таким образом, планирование потребности в материалах (MRP) осуществлялось по принципу «планировать исходя из плана», при этом основной производственный план опирался на прогноз спроса. Первым делом было решено использовать прогнозы только для планирования загрузки мощностей на предстоящий месяц.
Вторым этапом было введение системы вытягивания, при которой ежедневный объем пополнения зависел от количества готовой продукции. Если оно было ниже заданного, производство получало заказ на пополнение запаса. Сначала этот принцип применялся только в ДЦ на территории страны. Позднее он начал действовать и в зарубежных ДЦ.
В результате система планирования была разбита на два блока: планирование бизнеса и загрузки мощностей и планирование заказов. Планирование заказов – это запасы, управляемые поставщиком (vendor-managed inventory, VMI). Данный подход предполагает, что компания A ежедневно проверяет запасы и заказы потребителей и принимает решение о пополнении соответствующих позиций. Такова практика работы с ДЦ внутри страны. В дальнейшем планируется распространить систему VMI на зарубежные ДЦ.
Новый процесс планирования заказов выглядит следующим образом:
• Ежедневно определяются потребности пополнения.
• Составляется перечень производственных заказов, который учитывает потребности пополнения и заказы ДЦ.
• Перечень производственных заказов трансформируется в карточки канбан.
• С помощью канбан и ящика хейдзунка составляется план работы на день.
• При такой системе источником данных становятся не прогнозы, а реальные заказы, что обеспечивает вытягивания. График сборки на день определяется ящиком хейдзунка. Каждый день в ящик хейдзунка передаются карточки канбан. Правила выравнивания таковы:
• Рабочее время тратится на выполнение заказов, поступивших в виде канбан.
• Если объем этих заказов не обеспечивает загрузку мощностей (производство и логистика), изготавливается продукция по заказам зарубежных ДЦ.
• Если и этого объема недостаточно, изготавливаются высоколиквидные изделия для супермаркетов в пределах максимально допустимого уровня запасов.
• Если и этого объема недостаточно, процесс останавливается (рабочее время сокращается).
• Если объем производства, запланированный на день, слишком велик, выполнение части заказов откладывается (по возможности с учетом крайнего срока поставки).
• Если объем производства по-прежнему слишком велик, откладывается производство высоколиквидных изделий для супермаркетов (так, чтобы их запас был не меньше установленного минимума).
• Если и этот объем слишком велик, мощности увеличиваются за счет работы в выходные дни.
Такое выравнивание обеспечивает стабильный график производства, и экстремальные ситуации, когда приходится останавливать линию или работать сверхурочно, возникают нечасто.
На предприятии были введены три вида замкнутых маршрутов: один для покупных деталей, один для сборочных узлов и один для готовой и упакованной продукции. Все они поддерживали систему вытягивания материалов с использованием канбан и дзюндзё. Процесс с использованием канбан проще – он сводится к замене пустых контейнеров в супермаркетах полными.
Каждый «водяной паук» (мидзусумаси), который занимается перемещением материалов, имеет дело с супермаркетами, где есть зона для деталей канбан (они расходуются быстро и в больших количествах) и отдельный ряд для деталей дзюндзё (где в определенном порядке стоят четыре контейнера или тележки). При каждом обходе мидзусумаси берет одну тележку (или один контейнер) и ставит его на соответствующее место в общий ряд.
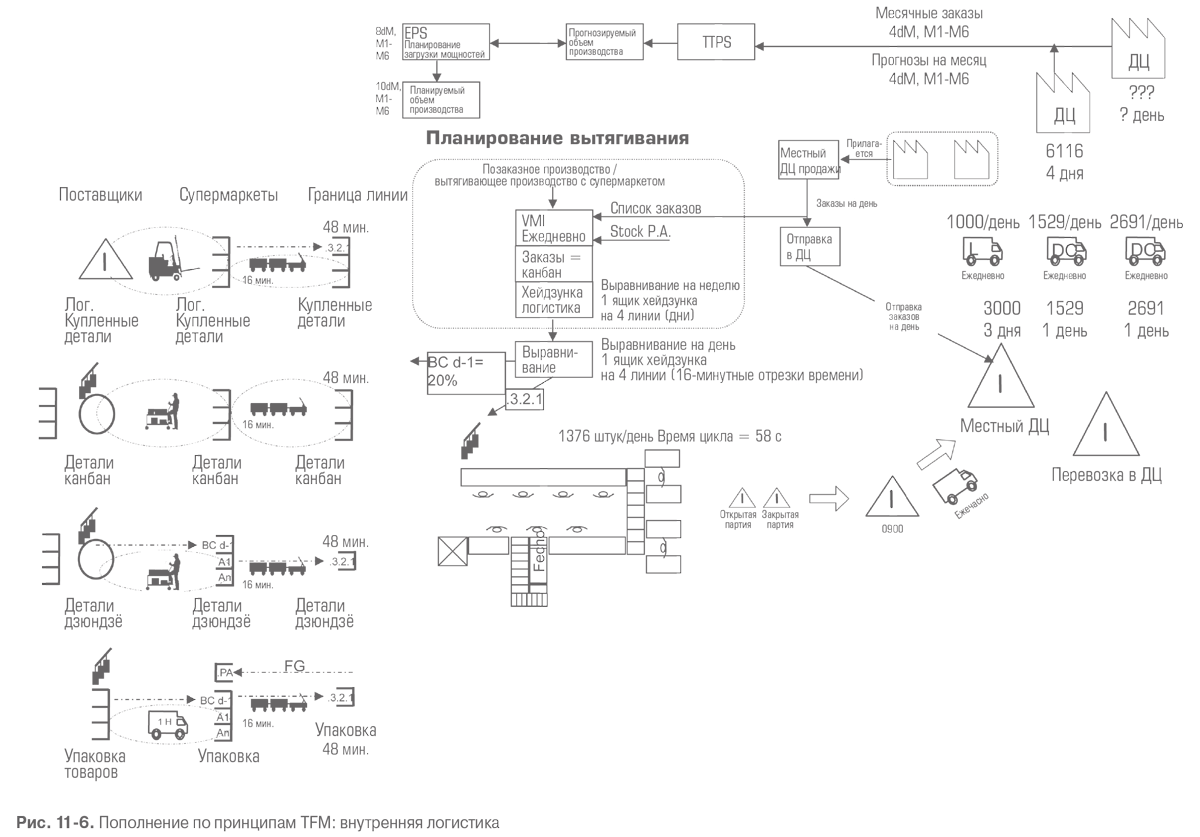
Рис. 11-6 иллюстрирует видение будущего состояния, которое было внедрено за первый год проекта.
Производительность линии начала расти, и после первого месяца обучения этот рост достиг целевого показателя 27 %. Теперь в компании ежедневно проводились кайдзен-собрания рабочих и руководителей низшего звена – они проходили в информационном уголке рядом со сборочной линией. Люди начали видеть результаты своего труда: показатели производительности, эффективности, качества и соблюдения графика улучшались изо дня в день.
Проект по организации вытягивания был призван изменить подход к размещению заказов у поставщиков. Ранее одновременно с заявками-заказами на отгрузку на неделю или месяц составлялся прогноз на шесть недель. Теперь прогнозы составлялись на восемь недель с учетом ситуации за истекший период, а поставщики получили возможность самостоятельно планировать загрузку мощностей на своих предприятиях. Заявки-заказы на неделю и месяц, увязанные с MPS, были отменены. Им на смену пришли заявки-заказы на день, которые составлялись по результатам вытягивания. Запас деталей проверяли ежедневно, и, когда он опускался ниже уровня пополнения, составлялся новый заказ, обычно на то количество изделий, которое было израсходовано за день. При этом был введен пилотный замкнутый маршрут («молоковоз») для доставки деталей от поставщиков, до которых было менее шести часов езды. Большинство поставщиков уже поставляли часть своей продукции ежедневно и без труда перешли на ежедневную отгрузку материалов и комплектующих.
Продукция поставщиков из более отдаленных регионов поступала не так часто – максимальный интервал между поставками составлял неделю.
Работа по улучшению цепочки поставок пришлась на 2005 год. К концу года были проведены TFM-преобразования на сборочных линиях. В 2006 году они распространились и на линии окончательной сборки. Изменения ключевых показателей эффективности за 2004–2006 годы были таковы:
• совокупные запасы (сырье, незавершенное производство и готовая продукция) уменьшились с 50 до 30 дней;
• доля внутренних дефектов снизилась с 12 000 до 5750 деталей на миллион;
• уровень обслуживания потребителей повысился с 93 до 98,5 %;
• график выпуска продукции (сборка) теперь соблюдался на 92 % (ранее на 50 %);
• производительность выросла с 70 до 94,5 деталей/оператор;
• эффективность линии конечной сборки повысилась с 75 до 101 %.
К концу 2005 года (первый год реализации проекта) стало ясно, что цепочка поставок на базе системы вытягивания открывает новые горизонты. Первые результаты после стагнации 2000–2004 годов помогли компании A по достоинству оценить новую парадигму.
Проект придал импульс преобразованиям, и в конце 2005 года компания разработала новую стратегию на ближайшие семь лет до конца 2012 года. Она включала следующие составляющие:
• Вытягивание на производстве. Включает все инструменты обеспечения потока на производстве и во внутренней логистике. В первые два года основное внимание уделялось конечной сборке, в дальнейшем система будет распространена на всех внутренних поставщиков. Цель – оптимизировать все логистические 2 и 3 типа (см. главу 2) с помощью инструментов TFM.
• Вытягивание при поставках. Включает все инструменты обеспечения потока во внешней логистике, применимые к поставкам. В первые два года основное внимание уделялось местным ДЦ. Цель – обеспечить функционирование всех зарубежных ДЦ на базе VMI. Кроме того, планируется распространить модель TFM на ДЦ и оптимизировать логистический маршрут первого типа (обслуживание конечного потребителя – от заказа до поставки). Это означает совершенствование системы перевозок и работы ДЦ.
• Вытягивание при снабжении. Включает все инструменты обеспечения потока во внешней логистике, применимые к снабжению. В первые два года основное внимание уделялось поставщикам, которые обеспечивали деталями и комплектующими линии конечной сборки. В дальнейшем планируется распространить данную модель на всех поставщиков и создать на складе ячейки для всех деталей.
Сегодня в компании A убеждены, что результаты работы завода будут улучшаться из года в год благодаря кайдзен. Развертывание новой модели – работа, в которой участвуют все, – позволяет людям уверенно смотреть в будущее. Поток на основе вытягивания из теории превратился в практический подход, применяемый в гемба, и этот подход изо дня в день повышает конкурентоспособность компании.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Люди, ориентированные на успех в компании, имеют склонность подчиняться правилам компании
Люди, ориентированные на успех в компании, имеют склонность подчиняться правилам компании Всякого рода крупные организации очень похожи на школы и колледжи – учебные заведения, из которых большинство людей и приходят в эти организации. У них есть свои правила
5. Реорганизация кредитной организации в форме преобразования
5. Реорганизация кредитной организации в форме преобразования Для государственной регистрации кредитной организации, создаваемой в результате преобразования, в территориальное учреждение Банка России по ее предполагаемому местонахождению
Изменение объекта налогообложения после преобразования
Изменение объекта налогообложения после преобразования Преобразование (смена организационно-правовой формы) является одной из форм реорганизации юридического лица. В ходе преобразования прежнее юридическое лицо прекращает свое существование. В то же время возникает
Глава 3. «Страхование – главный бизнес нашей компании» Начало деятельности компании Berkshire Hathaway
Глава 3. «Страхование – главный бизнес нашей компании» Начало деятельности компании Berkshire Hathaway 1. Годовой отчет Berkshire Hathaway. 1985. C. 8.2. Buffett W The Security I Like Best // The Commercial and Financial Chronicle, 1951, December 6; Kilpatrick A. Of Permanent Value: The Story of Warren Buffett, rev. ed. Birmingham, AL: AKPE, 2000. P. 302.3. Годовой отчет Berkshire Hathaway. 1999.
6. Преобразования в социальной сфере
6. Преобразования в социальной сфере В середине 1950-х гг. был разработан проект мер, предназначенных для улучшения жизни населения. Систематически повышалась зарплата (ежегодно примерно на 6%), особенно у работников с минимальным доходом. Сокращается рабочая неделя с 48 до 40
§ 4 Россия: коренные преобразования типов присвоения
§ 4 Россия: коренные преобразования типов присвоения Можно отметить два основных этапа изменений всей системы имущественных отношений, происходивших в России. Сначала рассмотрим первый этап: с октября (по старому стилю) 1917 г. до начала 1990-х гг. В этот период произошло
§ 2. Преобразования Мэйдзи и их роль в японской экономике
§ 2. Преобразования Мэйдзи и их роль в японской экономике Предпосылки социально-экономических преобразований в середине XIX века. Несмотря на сохранение многовековых устоев феодальной экономики, во второй половине XVIII века в Японии стали проявляться признаки разложения
4. Пётр Великий и Преобразования
4. Пётр Великий и Преобразования Представления о всеохватных Преобразованиях государственной жизни, которые вызревали вследствие мучительных поисков выхода из мировоззренческого, а как следствие, и общегосударственного кризиса всю вторую половину ХVII века, обобщил и
Глава 8. Tetra Pak: преобразования прошли успешно
Глава 8. Tetra Pak: преобразования прошли успешно В середине 1990?х компания Tetra Pak испытывала большие трудности. В течение нескольких лет она показывала небывалые темпы роста. Она первой стала производить оборудование для изготовления стерильной упаковки. Продажи Tetra Pak
71. ПРЕОБРАЗОВАНИЯ В СОЦИАЛЬНОЙ СФЕРЕ
71. ПРЕОБРАЗОВАНИЯ В СОЦИАЛЬНОЙ СФЕРЕ И все же экономическая история Советского Союза была бы неполной без изучения больших изменений, которые происходили на рубеже 1950-1960-х гг. в социальной сфере и коснулись в первую очередь городского населения.Главным среди других был
Деятельность преобразования
Деятельность преобразования Когда я переставляю стул, когда я работаю в каком-то технологическом процессе, когда я подсчитываю какие-то значения — каждый раз работает эта схема. Мы получаем некоторый исходный материал, захватываем его, применяем к нему определенные
ПРОГРАММА ПРЕОБРАЗОВАНИЯ
ПРОГРАММА ПРЕОБРАЗОВАНИЯ Д. Коттер (1995) выделил 8 шагов, которые необходимо пройти для преобразования организации:1. Понимание необходимости срочных перемен:? исследование реальной рыночной и конкурентной ситуации;? выявление и обсуждение рисков, потенциальных рисков и
2. К чему преобразования, если все и так хорошо?[7]
2. К чему преобразования, если все и так хорошо?[7] Как следует из названия, первая ситуация, которую мы сейчас рассмотрим, связана с проблемой осознания руководством необходимости перемен. Приверженцы новых подходов к управлению считают вопрос «Когда следует задуматься о
Глава 2 Принципы преобразования западного менеджмента
Глава 2 Принципы преобразования западного менеджмента Как жалки те, кто ждать не научился! Шекспир. Отелло, акт 2, сцена 3 Цель и преамбула Цель этой главы. Западный стиль менеджмента надо изменить, чтобы упадок сменился подъемом экономики. Задача этой и следующей главы –
Приложение Преобразования в Японии
Приложение Преобразования в Японии Не принимай собственное остроумие за мудрость. Еврипид. Вакханки Дуракам мудрость кажется глупостью. Еврипид. Вакханки Мотив появления этого приложения. Весь мир знает о «японском чуде», начало которому было положено в 1950 г. До этого
Реальные преобразования
Реальные преобразования Пер отложил бумаги, которые поначалу не хотел читать дальше заголовка: предположение, что в его овсяно-молочном бизнесе можно использовать опыт гигантского банка, показалось ему слишком натянутым. В отличие от Эрика Пер не испытывал трепета