11.2. Пошаговое формирование идеального состояния КПСЦ
Как гласит распространённая среди lean-тренеров пословица, «слона едят по частям», чем в данном случае и займёмся. Уже в названии заведомо заложен настрой на последовательность в формировании КПСЦ. Разумеется, у группы есть множество идей, которыми они фонтанируют, стараясь сгенерировать их как можно больше и точнее. Однако надо помнить, что в первую очередь нас интересуют потребности Заказчика и его удовлетворение необходимым изделием в необходимом количестве, качестве и в нужное время. Поэтому формировать КПСЦ идеального состояния необходимо начинать с последних операций технологической цепочки: с конца потока. Поход предполагает последовательное применение принципов формирования будущего состояния (тех, которые относятся к материальным потокам) к каждой операции. Слово «пошаговое» в названии означает, что до полного завершения мозгового штурма над конкретным этапом процесса группа не начинает рассматривать следующий. Алгоритм формирования пошагового состояния можно представить в виде следующей блок-схемы (см. рисунок 11.22). Как уже было изложено, поочерёдно рассматриваются все этапы процесса (операции), определяется возможность исключения или объединения с другой, как правило, соседней операцией потока. Данный шаг предполагает определение необходимости в данной операции и возможность физического объединения соседних по КПСЦ операций для выстраивания непрерывного потока. Физическое объединение или расположение двух операций в непосредственной близости позволит выстроить непрерывный поток единичных изделий (без наличия незавершённого производства), на принципе FIFO (first in first out или «первый пришёл, первый ушёл»). Другими словами, поможет обеспечить незамедлительный переход готового изделия с предыдущей операции на последующую, уменьшив время на транспортировку и межоперационные запасы.
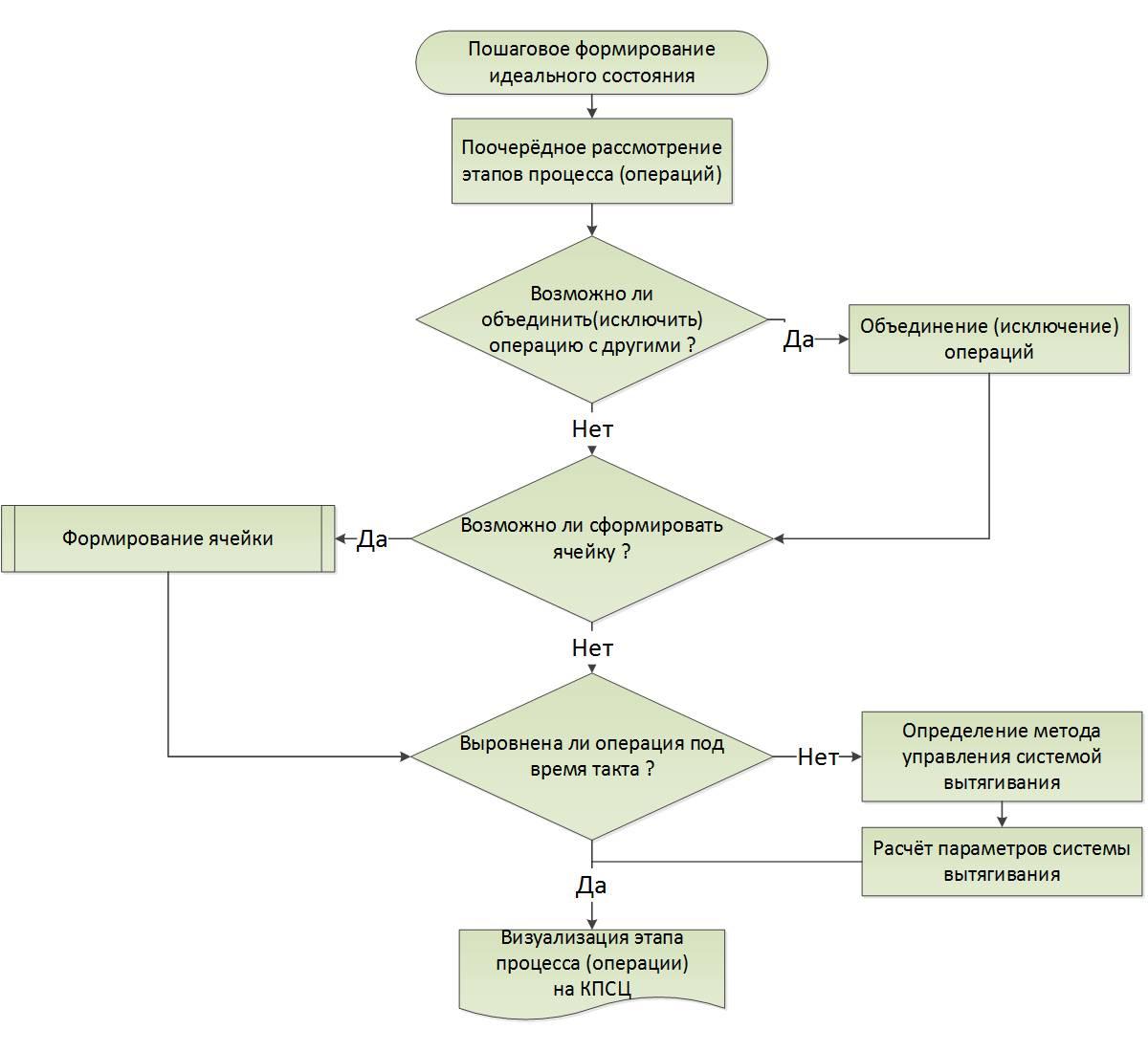
Рис. 11.22
Там, где это возможно, необходимо формировать ячейку, что также является разновидностью потока единичных изделий (см. раздел 11.1.2) и выравнивать загрузку операций под рассчитанное ранее время такта (см. описание балансировки, раздел 10.1). В случае отсутствия возможности сбалансировать загрузку (в силу особенностей технологии или оборудования), фокус работ направляется на принцип № 3 «управление системой вытягивания»: определяются способы, методы и периодичность доставки изделий между операциями, рассчитываются запасы, а также определяется порядок подачи сигнала о необходимости в изготовлении нужного количества изделий.
Идеальное состояние визуализируется пошагово в виде новой КПСЦ.
Один из наиболее эффективных методов формирования целевого состояния, описываемый в настоящей книге, можно характеризовать как «переход с небес на землю». Суть его заключается в том, что группа вначале проводит работу по формированию идеального состояния, используя все возможные источники информации: примеры из интернета, литературу, презентации, опыт тренеров и прочее, тем самым «разгоняя» своё воображение и выводя своё мышление из привычной «колеи». Метафорически этот механизм можно сравнить с поездкой в колее по просёлочной дороге, когда вы вдруг выруливаете из неё и начинаете ехать по полю туда, куда хотите, а не туда, куда ведёт вас колея. После формирования идеального состояния группа возвращается «с небес на землю», то есть формирует целевое состояние, то, которое требуется в настоящий момент времени. Возвращаясь к той же метафоре, вы начинаете ехать по полю, объезжая преграды, но уже к своей цели.
Данный механизм достаточно хорошо работает в неподготовленной группе, либо в группе со средней подготовкой. Группы с подготовкой выше среднего, как правило, редко нуждаются в выходе из «колеи мышления».
Пример будущего состояния КПСЦ
Рассмотренный выше пример карты потока производства велосипедов после анализа и улучшений может выглядеть следующим образом (см. рисунок). Во-первых, была ликвидирована отдельная операция контроля качества, что фактически можно выполнить, введя в стандартную работу предыдущих операций технологической цепочки элементы самоконтроля, либо передвинув место выявления дефектов (операция контроля) как можно ближе к местам возникновения дефектов. Во-вторых, ликвидированы лишние информационные потоки и выстроена система вытягивания. Плановый отдел теперь не выдаёт задание в каждый этап процесса, а занимается работой с заказчиками и поставщиками и выравниванием загрузки, отгрузка готовых велосипедов же осуществляется по согласованным графикам из супермаркета с рассчитанным уровнем страховых запасов. После отгрузки подаётся сигнал на пополнение, направляемый в две операции: сборка колёс и сварка рам, т. к. после них следует непрерывный поток. Для выстраивания непрерывного потока между сваркой, покраской и сушкой рам, разумеется, операции должны быть максимально приближены друг к другу физически, т. е. длительные перемещения изделия, требующие накопления определённого количества в партию, должны отсутствовать. Так же загрузка операций должна быть максимально выровнена.
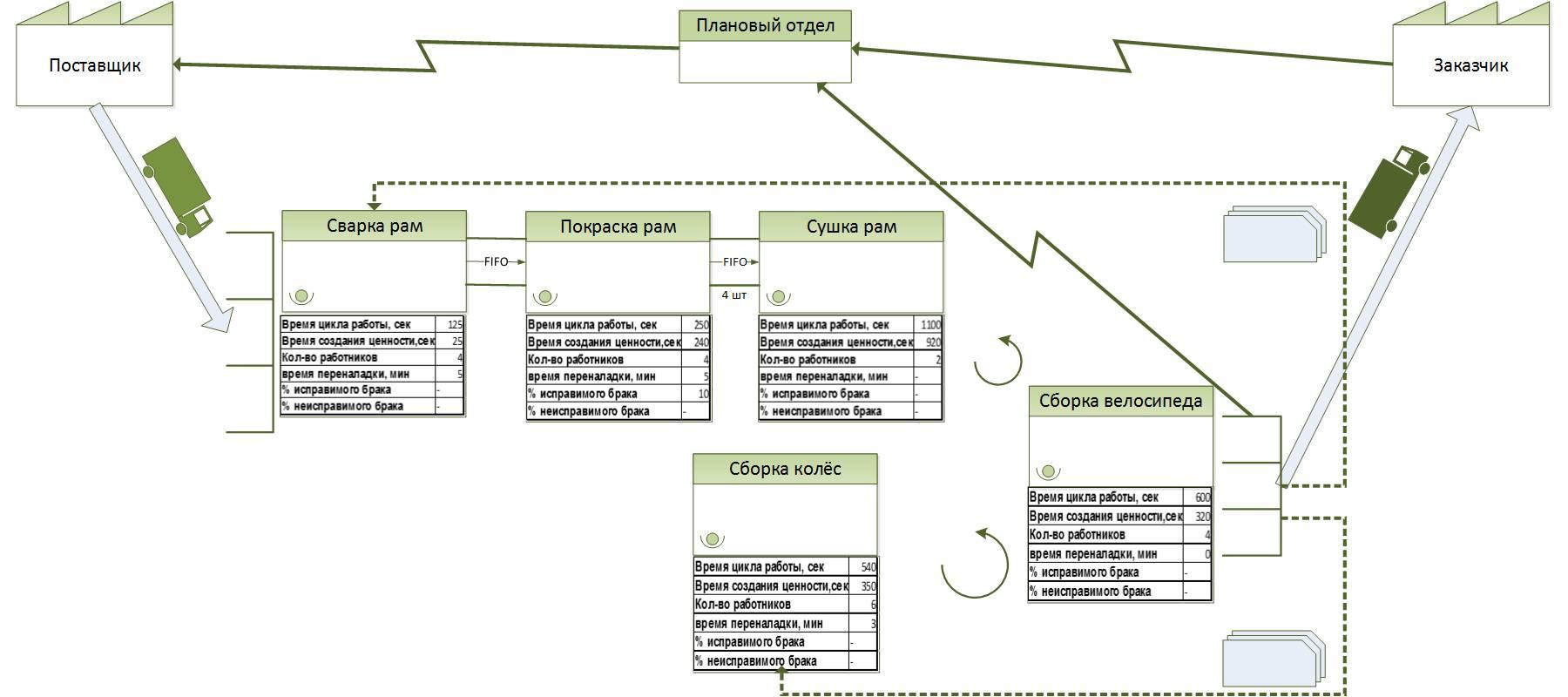
Рис. 11.23
Таким образом можно не просто избавиться от значительного количества неконтролируемых запасов, но и устранить источники основных потерь рассматриваемого потока.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК