13.3. Работа с запасами на операционном уровне
В международных стандартах серии ISO (9001 и 9004) ничего не говорится о запасах и заделах. Однако на постсоветских территориях этот элемент деятельности служб материально-технического снабжения очень важен, поскольку реальное производство пока не может функционировать без буфера, смягчающего непредвиденные остановки потоков. Поэтому очень важно классифицировать запасы для их оптимизации.
Обычно выделяют следующие виды запасов в системе обеспечения рабочих мест:
• текущие;
• подготовительные;
• технологические;
• страховые;
• сезонные;
• запасы оснастки, инструмента и материалов для планово-предупредительного ремонта и других видов обслуживания оборудования;
• межоперационные (заделы).
Анализ этих запасов и способы их уменьшения связаны с необходимостью оптимизации продукции и технологии ее изготовления. Поэтому персонал службы закупок может выступать здесь лишь как инициатор, но не исполнитель.
В зависимости от причин создания запасы бывают:
• связанные с размером партии (переход на более мелкие партии сдерживается стоимостью переналадки оборудования);
• обусловленные колебаниями спроса и предложения (страховой запас и накопление поступающих в обработку деталей на рабочих местах – задел);
• создаваемые в связи с ожидаемым спросом (в период спада, перед периодом массовых отпусков, в преддверии забастовок, для создания первоначального запаса новых товаров);
• связанные с неоптимальной транспортировкой материалов со склада к месту потребления.
Объем запасов и заделов обусловлен существующей на предприятии системой управления движением товарно-материальных ценностей. Если на предприятии не создан и не поддерживается поточный, вытягивающий подход к деятельности, объем запасов и заделов максимальный. В любом случае для управления этими объемами необходимо определить конкретных лиц, ответственных за запасы и заделы, представив последние как процессы. Собственно говоря, управление запасами и заделами для обеспечения производства и есть главная задача системы материально-технического снабжения на предприятии.
Под буферизацией запасов понимается такое распределение материальных ресурсов и оснастки в логистических цепочках, которое позволяет производственным ячейкам работать с необходимой степенью автономии. Таким образом, понятие буферизации вводится для облегчения управления запасами. Чем выше уровень развития производственной и заготовительной логистики, тем меньший уровень запасов, т. е. буферизации, необходим для беспрепятственного прохождения материальных потоков по узлам переработки. Для каждой группы закупаемой продукции (имеются в виду группы, выделяемые в процессе ABCи XYZ-анализа) применяется конкретный метод управления запасами и буферизации.
Для оптимизации запасов целесообразно применение системы «барабан – амортизатор – веревка» – из теории ограничений Голдрата. Ее использование позволяет создавать буферные накопления только перед ограничителем и пополнять их в соответствии с ритмом, задаваемым «барабаном» – ограничителем, путем передачи сигналов непосредственно в точку снабжения через связь («веревку»).
Управление складами и запасами осуществляется в зависимости от характера внутреннего спроса. Внутренний спрос может быть зависимым и независимым.
Независимый спрос характерен для производства продукции, которая не связана ни между собой, ни с другой продукцией. При зависимом спросе изделия входят друг в друга, поэтому изменение потребности в одном ведет к изменению потребности во всех, входящих в него или связанных с ним.
Управление процессами закупок во втором случае усложняется из-за необходимости учета разницы в потребностях в разных потоках и их согласования с маркетинговыми планами и потребностями в соответствующих точках сборки.
Управление складами предполагает четкое описание, распределение по ответственным лицам и выполнение следующих складских операций:
• рутинные операции отпуска, поступления, внутреннего перемещения и списания материалов с автоматическим формированием бухгалтерских проводок;
• инвентаризация, проводимая по видам материалов, товарным группам или складам;
• оценка запасов, позволяющая прогнозировать новые цены на продукцию в стандартных (учетная, последняя закупочная и средняя закупочная), текущих или в других вариантах цен;
• расчет оборачиваемости по материалам или товарным группам для заданных интервалов времени;
• анализ неликвидов;
• учет дефицита для заданных товарных групп и кураторов.
Управление запасами на складах связано с проблемой достижения оптимального равновесия между двумя конкурирующими факторами: минимизацией капиталовложений в запасы и максимизацией уровня (качества) обслуживания.
При централизованном управлении используются два подхода.
1. Для деталей с независимым спросом исходят из принципа: момент выдачи заказа зависит от размера последнего заказа и размера текущей партии хранения с учетом наличия остатка. Этот подход особенно целесообразен, когда дефицитны соответствующие мощности.
2. Для деталей с зависимым спросом используется метод дискретного определения размера партии хранения, сводящийся к выравниванию выпуска деталей по периодам. Для выравнивания используется аппроксимация методом периодизированного размера заказа. При этом считается, что понятия дефицита и уровня обслуживания имеют статистическую природу. Страховой запас исчисляется на уровне комплексного графика, а затем развертывается по компонентам, а не рассчитывается по каждому компоненту.
В ISO склады внутри предприятий и управление запасами на них не рассматривается вообще, поскольку априори принимается минимизация операций между поставщиком и производством.
Чтобы управлять разными типами запасов, можно использовать два альтернативных подхода:
1) системы с точкой заказа;
2) планирование материальных потребностей, что существенно больше, чем управление запасами.
Системы с точкой заказа решают две группы задач: когда и сколько заказать. Момент оформления заказа определяется в нормативной точке заказа. Для обоих подходов могут применяться два основных метода управления запасами:
1) по изменению потребности на рынке в продукте, производимом с использованием рассматриваемого вида закупаемого продукта;
2) по расходованию закупаемого продукта.
Первый метод целесообразно применять к наиболее дорогим и важным для предприятия продуктам групп AY, AZ, второй – к продуктам групп X и Y. При централизованном планировании применение первого метода традиционно. Однако вытягивающая методика позволяет и здесь значительно ускорить обеспечение продуктом и уменьшить объем затрат.
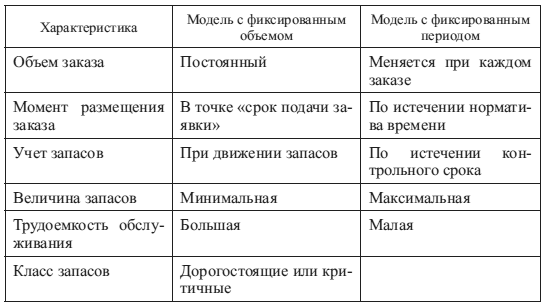
Существуют следующие подходы к расчетам потребности и объемов заказов. Для независимого спроса используются модели с фиксированным объемом и с фиксированным периодом. В первом случае происходит заказ одного и того же объема, но в разные сроки, что удобно для поставщика с точки зрения производства, но затруднительно с точки зрения логистики. Во втором случае объем заказа не регламентируется (в определенных пределах), зато жестко устанавливаются сроки проведения процедуры заказа, отгрузки и поставки, что неудобно для производства, зато лучше с точки зрения логистики. Сравнения этих подходов сведены в табл. 13.1.
Таблица 13.1
Сравнение подходов к расчетам потребности и объемов заказов
В качестве параметров, на основе которых устанавливается оптимальный размер партии, чаще всего берутся следующие:
• ритм поставки изделий потребителю, обеспечивающий конкурентоспособность;
• количество изделий в загрузке для групповой обработки;
• время переналадки и его сравнение с временем переработки партии;
• минимальный объем и дискретность закупок;
• расходы на заказ и на хранение;
• потери от очередей и ожиданий.
Для каждого предприятия необходимо ранжировать перечисленные параметры и строить графики их взаимной зависимости для нахождения оптимума. Такую работу следует делать для отдельных цехов или их групп исходя из характера производства.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК