15.3.2. Изменения в производственном подразделении
15.3.2. Изменения в производственном подразделении
Теперь мы упростим в соответствии с рис. 15–12 основную информацию и систему управления в той части модели, которая отображает производственное подразделение. В измененной системе будет сохранена нормальная продолжительность распределения и подготовки специальных заказов к запуску в производство; для выполнения этих заказов вначале мы располагаем всеми ресурсами завода. Оставшийся излишек рабочей силы в этом случае используется для производства изделий в запас. Завод теперь не обязан выпускать все количество изделий, которое было заказано для запаса; он определяет объем производства для пополнения запасов в зависимости от наличия свободной рабочей силы после выполнения обязательств по обеспечению специальных заказов покупателей.
OINF.K=(ASIF.K)(DPF),
15-6, A
где
OINF — заказы, необходимые для возмещения запаса на заводе (единицы);
ASIF — средние отгрузки из запасов завода (единицы в неделю);
DPF — производственное запаздывание (недели).
Уравнение 15-5 отображает нормальный процесс производства изделий в запас, представляя его в виде произведения среднего темпа использования заводских запасов на производственное запаздывание.
В действительности новые уравнения, ссылки на которые даются на рис. 15–11, не отображают более выдачу заказов на возмещение запаса в обычном смысле этого слова. Они становятся элементами новых правил управления численностью рабочих. Ответственность за весь совокупный запас теперь сосредоточивается в той точке организации, где действует центральная система управления. На складе эта ответственность приобретает форму определения первоочередности возмещения запаса того или иного вида продукции на основе уровня запаса и темпа его расходования. Склад регулирует последовательность изготовления товаров, но не общее количество подлежащих изготовлению товаров для возмещения запаса.
 ,
,
15-6, A
 ,
,
15-7, A
где
LDCOF — желательная численность рабочих для выполнения заказов покупателей (человек);
BLCF — портфель невыполненных заказов покупателей на заводе (единицы);
DNBLF — запаздывание в нормальном портфеле заказов (недели);
CPLF — константа, производительность труда на заводе (единицы за человеко-неделю);
LCOF — численность рабочих для выполнения заказов покупателей (человек);
MENPF — численность рабочих на заводе (человек).
Уравнение 15-6 показывает, что если для работы по имеющимся заказам покупателей будут привлекаться рабочие в количестве, пропорциональном размерам портфеля невыполненных заказов, то запаздывание в портфеле заказов будет сохраняться неизменным. Количество изделий, подлежащее выпуску согласно портфелю заказов, делится на производительность труда, в результате чего получается число человеке-недель, необходимое для выполнения портфеля заказов; разделив полученную величину на нормальную продолжительность подготовки заказов к запуску в производство, получим необходимую численность рабочих. Уравнение 15-7 корректирует эту величину, исходя из фактической численности рабочих, и наименьшее их число (требуемое или фактически имеющееся) привлекается к работам по выполнению заказов покупателей.
Выпуск продукции по заказам покупателей при этом составляет:
PCOF.KL=(LCOF.K)(CPLF),
15-8, R
где
PCOF — производство продукции по заказам покупателей (единицы в неделю);
LCOF — численность рабочих для выполнения заказов покупателей (человек);
CPLF — константа, производительность труда на заводе (единицы за человеко-неделю).
Оставшиеся рабочие, не занятые выполнением заказов покупателей, могут быть привлечены для производства изделий в запас:
LIF.K=MENPF.K — LC0F.K,
15-9, А
PIF.KL=(LIF.K)(CPLF),
15–10, R
где
LIF — численность рабочих для производства в запас (человек);
MENPF — численность рабочих на заводе (человек);
LCOF — численность рабочих для выполнения заказов покупателей (человек);
PIF — темп запуска в производство изделий для запаса (единицы в неделю);
CPLF — константа, производительность труда на заводе (единицы за человеко-неделю).
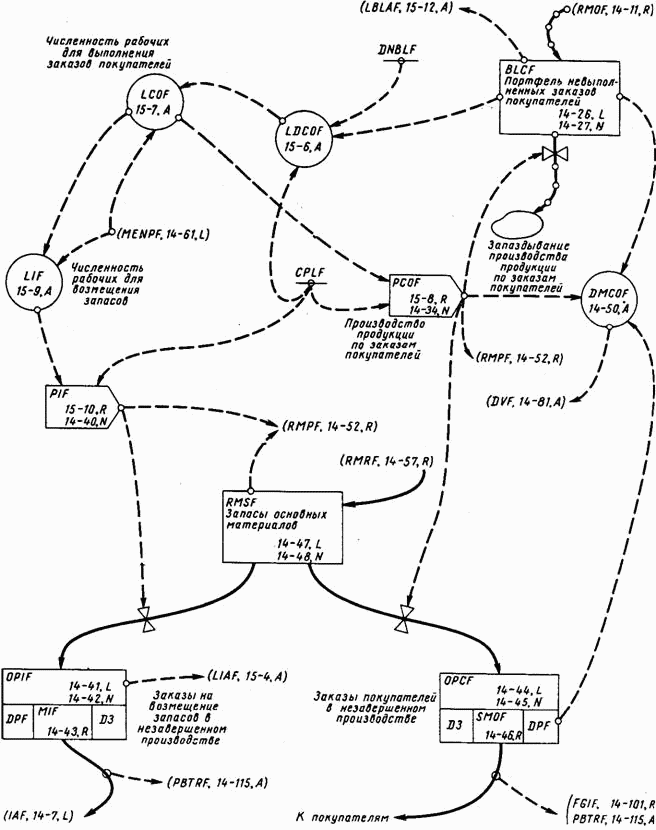
Рис. 15–12. Новые правила производства.
На рис. 15–12 не показан поток инструктивных указаний, определяющих спецификацию изделий, изготовляемых в запас за счет использования свободной рабочей силы. Способ определения ассортимента подлежащих выпуску изделий не повлияет на динамическое поведение системы. Предполагается, что изделия выбираются так, чтобы при выполнении заказов покупателей запасы использовались с наибольшей выгодой. Зависимость, показанная на рис. 14-7, продолжает управлять той частью заказов покупателей, которые выполняются за счет запасов.
Уровень общей численности рабочих определяется в той точке, где регулируется динамика всей системы. Подбор необходимых для эффективного производства рабочих лежит на ответственности руководителей завода.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Изменения рынка
Изменения рынка A. Каждые четыре или шесть шагов игроки могут подводить итоги своих инвестиций, суммируя объемы денежных средств, аккумулированных на активах, и составляют рейтинг лидеров игры по состоянию активов.B. В ходе игры, согласно выбранному сценарию, ведущий
Изменения в обособленном подразделении
Изменения в обособленном подразделении Поправки Федерального закона от 27 июля 2010 года № 229-ФЗ «О внесении изменений в часть первую и часть вторую Налогового кодекса Российской Федерации и некоторые другие законодательные акты Российской Федерации, а также о признании
Глава 10 Положение о подразделении (органе управления (консультативном органе)) компании
Глава 10 Положение о подразделении (органе управления (консультативном органе)) компании Положение о подразделении (органе управления (консультативном органе)) – это локальный нормативный акт, определяющий статус соответствующего подразделения [59] (органа) [60] в системе
I. НАКОПЛЕНИЕ В ПОДРАЗДЕЛЕНИИ I
I. НАКОПЛЕНИЕ В ПОДРАЗДЕЛЕНИИ I 1
Внедрение процессного подхода в американском подразделении
Внедрение процессного подхода в американском подразделении Американское подразделение Tetra Pak находится вдали от крупнейших потребителей компании, однако процессный подход продемонстрировал первые успехи именно здесь и в основном благодаря Йохану Ребе. Йохан,
3.1.2. Положение о подразделении
3.1.2. Положение о подразделении Положение — правовой акт, определяющий порядок образования, правовое положение, права, обязанности, организацию деятельности государственных органов, организаций, учреждений, структурных подразделений.Положение об организации – это
6.3.2. Адаптивные изменения
6.3.2. Адаптивные изменения Фирмы и другие организации, не испытывающие воздействия внешних потрясений, тем не менее принимают спонтанные стратегические изменения. Это происходит путём постепенных незначительных перемен, которые в течение длительного периода времени
Изменения как революция
Изменения как революция В истории происходят изменения, но вот вопрос о направленности этих изменений очень спорный. Не менее спорен вопрос о способах этих изменений. Возьмем революции. Когда экономисты взялись за их изучение, в первую очередь их интересовало то, что
Изменения как эволюция
Изменения как эволюция Естественно, институциональная теория не ограничивается вопросом «как происходят изменения». Необходимо понять, отчего они происходят и почему, единожды начавшись, они далеко не всегда завершаются?Что касается причин, по которым начинаются
Внешние изменения
Внешние изменения Краткосрочные кризисы в мировой экономике, скорее всего, негативно повлияют на вашу карьеру. Например, вопреки мнению многих обозревателей, финансовый крах 2008 года не был «катаклизмом, который случается раз в 100 лет». Безусловно, крах ипотеки
Разрешение на изменения
Разрешение на изменения Каков типичный ответ -A-, когда подчиненный просит разрешить ему сделать что-то по-новому? «Нет». Вы даже не успеваете закончить фразу. «Нет». Есть русский анекдот про Бюрократа, который разговаривает по телефону: «Нет. Нет. Нет. Да. Нет. Нет. Нет». «А к
Глава 1 Источник прибыли – в производственном процессе
Глава 1 Источник прибыли – в производственном процессе Прибыль коммерческая и прибыль производственная В 1976 и 1977 гг. (вскоре после первого нефтяного кризиса), когда объявленная прибыль Toyota составила соответственно 182,2 и 210 млрд иен (597,4 и 716,7 млн долл.[3]), компанию
Время и изменения
Время и изменения P: Если вам некогда учиться, значит, вам пора учиться.A: Проблемы исчезнут лишь с прекращением изменений, а они могут прекратиться лишь со смертью.E: Не пытайтесь прожить жизнь за один день.I: Консенсус может быть
Положение о подразделении
Положение о подразделении Общие положенияНазначение документа.Наименование подразделения и компании, в структуру которой входит.Кому подчиняется подразделение.Структура подразделения.Кто имеет право назначать и освобождать от должности сотрудников
4. Осуществляйте изменения
4. Осуществляйте изменения Итак, вы решили, какие отклики воплотить в жизнь, а какие проигнорировать. Теперь внесите соответствующие улучшения в работу виртуального класса. После этого вы получите возможность создать лояльную группу сторонников. Свяжитесь со