15. 4. Результаты применения новых руководящих правил
15. 4. Результаты применения новых руководящих правил
Для выявления эффекта, который дает применение новых руководящих правил, было выполнено проигрывание измененной модели при тех же условиях, что и в разделе 15.1, где определялось динамическое поведение старой системы; значения параметров оставлены такими же, что и в исходной системе.
На рис. 15–14 показана новая система в условиях 10-процентного внезапного увеличения заказов на вводе в агрегированный технический отдел покупателя. Приведенные графики следует сравнить с графиками на рис. 15-1. На рис. 15–14 численность рабочих увеличивается на 25 % по сравнению с вводом заказов, в то время как на рис. 15-1 увеличение составляло 50 %. Тенденция к циклическому взаимодействию между покупателем и поставщиком с периодом в два года почти исчезла. В то время как на рис. 15-1 колебания численности рабочих снижались наполовину в каждом последующем цикле, на рис. 15–14 они уменьшаются всего на 7 %. На рис. 15–14 влияние первоочередности изготовления продукции по заказам покупателей проявляется в значительно меньшем увеличении заводского портфеля заказов и более длительном и несколько более глубоком снижении уровня запасов. Запасы в данном случае регулируются уравнением 15-4, в котором постоянная времени восстановления составляет 20 недель. На рис. 15-1 заказы на возмещение запасов регулировались уравнением 14–15, в котором постоянная времени восстановления запасов TIAF составляла 6 недель, а запасы поглощали изделия, которые на рис. 15–14 служат для выполнения заказов покупателей и помогают снижать объем портфеля заказов.
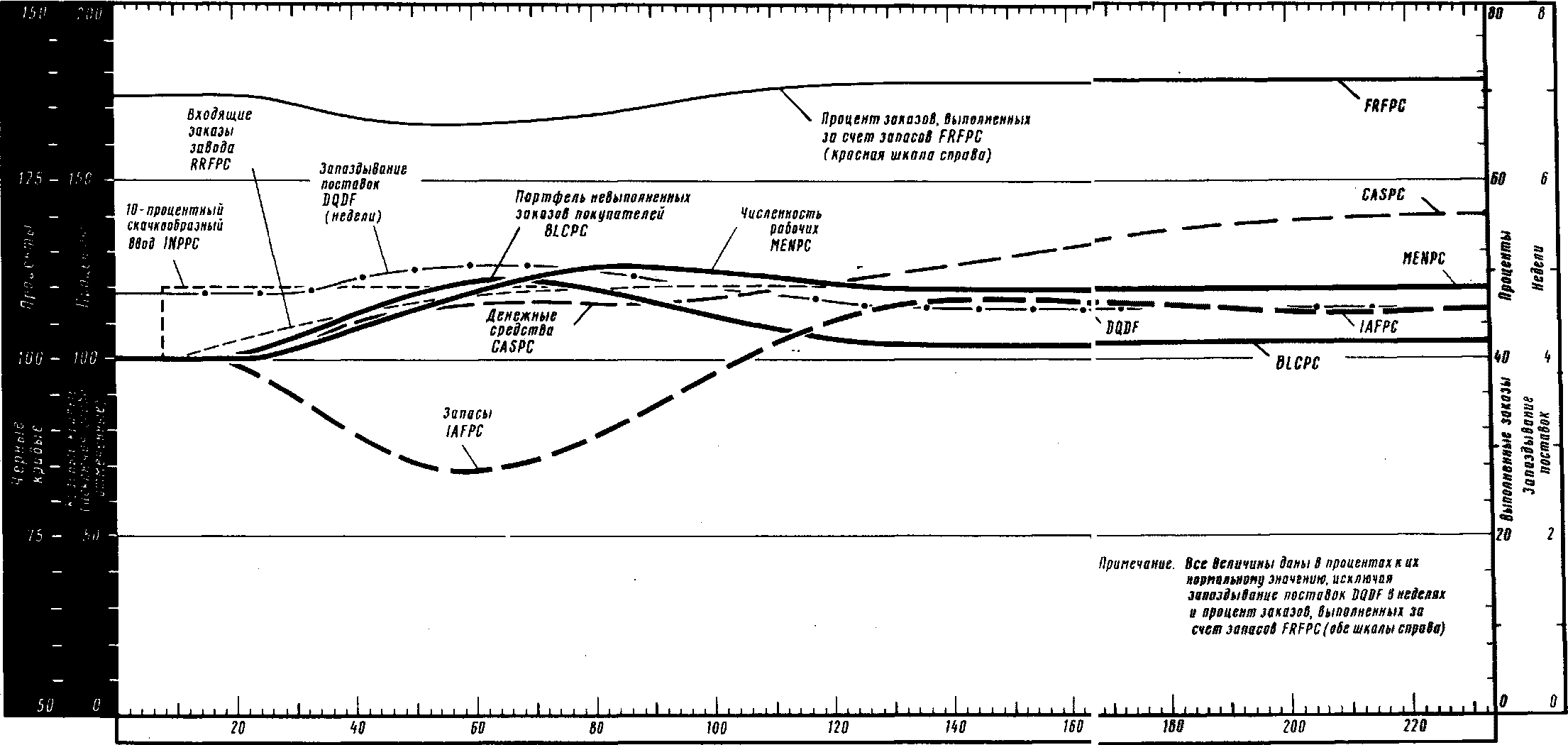
Рис. 15–14. Модель промышленного производства деталей электронного оборудования (новые руководящие правила, прежние параметры, скачкообразное увеличение спроса).
Эта более медленная перестройка запасов, первоначально истощенных увеличением числа заказов, приводит к ряду последствий. Она определяет меньшую величину максимума требуемой численности рабочих, которые как раньше, так и теперь используются прежде всего для перестройки запасов. На рис. 15-1 регулирование запасов произведено более быстро благодаря более высокому темпу производства, чем это представлено на рис. 15–14, где максимальная численность рабочих меньше, и поэтому восстановление запасов растянуто на более длительный период.
Другое примечательное различие можно заметить в динамическом поведении наличных денежных средств. На рис. 15-1 наличные средства увеличиваются в течение короткого периода, затем резко снижаются, поскольку происходит накопление запасов и увеличение числа счетов к получению. На рис. 15–14 максимумы расходов на рабочую силу и закупки материалов несколько ниже. В результате на рис. 15–14 нет уменьшения кассовой наличности, которое обычно бывает в первое время после увеличения темпа продаж.
На рис. 15–15 показаны результаты проигрывания модели с новыми руководящими правилами при синусоидальном вводе с периодом в один год. При тех масштабах величин, которые использованы при построении графиков, они кажутся весьма схожими с аналогичными графиками на рис. 15-3 для старой системы. Однако на самом деле численные значения некоторых величин существенно отличаются. Как и на рис. 15-3, что здесь, однако, не показано, только незначительная часть годового циклического ввода в технический отдел покупателя доходит до поставщика деталей. При 10-процентном изменении первоначального ввода заказы заводу в старой системе изменялись на 1,6 %; в новой системе они изменяются на 2,4 %. Несмотря на большие колебания числа заказов, изменения в численности рабочих в новой системе меньше: они составляют 2,1 против 3,2 % в старой системе. Соотношение между числом этих заказов и численностью рабочих позволяет сделать важный вывод о том, что при новых правилах колебания численности рабочих не превышают 85 % от колебаний поступающих на завод заказов, в то время как в старой системе эти колебания составляли 185 % (при годовых и сезонных колебаниях).
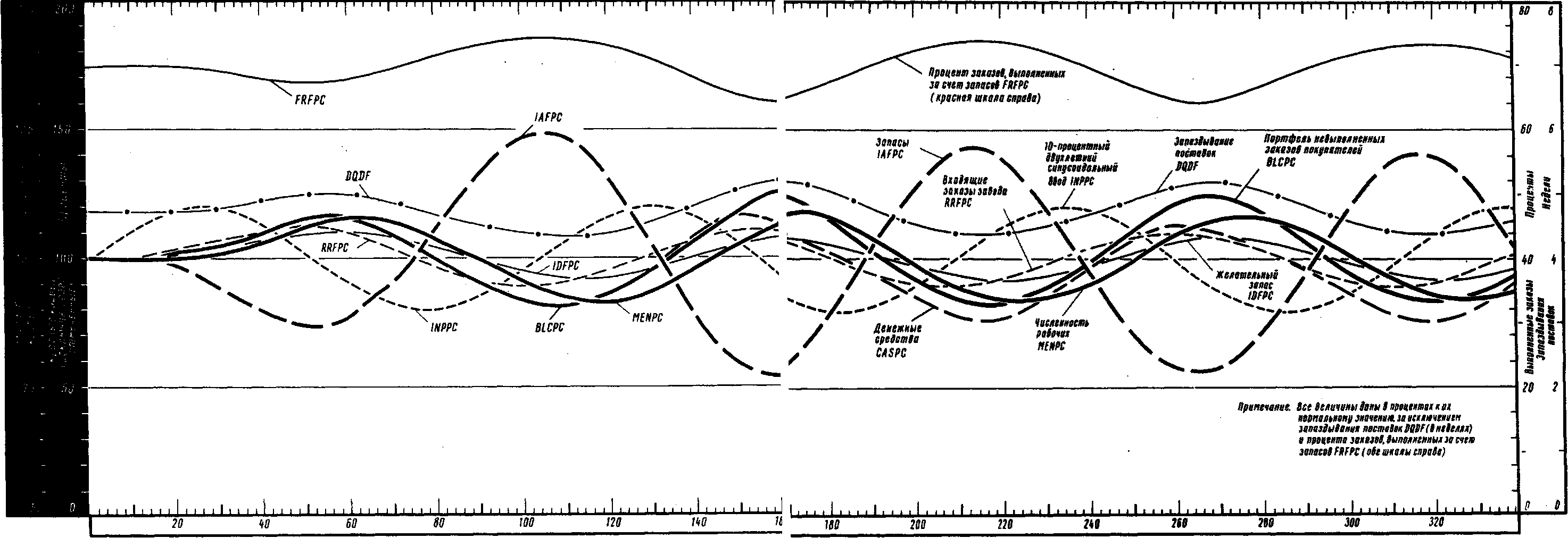
Рис. 15–15. Модель промышленного производства деталей электронного оборудования (новые руководящие правила, прежние параметры, синусоидальный ввод с двухлетним периодом).
При испытании модели старой системы с синусоидальным вводом, имеющим период в два года, была установлена высокая степень чувствительности системы к возмущениям с большим периодом. На рис. 15–15 представлена соответствующая реакция системы при новых руководящих правилах; приведенные графики свидетельствуют о значительном улучшении системы.
Основным результатом здесь является уменьшение колебаний числа заказов на всем протяжении их пути от покупателя до завода — изготовителя деталей. На рис. 15-4 темп заказов покупателя заводу изменялся на 107 % по сравнению с изменениями независимого ввода; на рис. 15–15 эти изменения составляют 53 %. Это объясняется уменьшением запаздывания поставок с 3,2 до 0,8 недели, что ослабляет тенденцию покупателя сначала преувеличивать число заказов, а затем уменьшать их по мере изменения запаздывания поставок. Изменение темпа заказов, поступающих от покупателя на завод, составляет примерно 50 % первоначальной флуктуации ввода, которая проникает в систему после 30-недельного запаздывания в техническом отделе покупателя. На рис. 15–15 колебания численности рабочих составляют 85 % от колебаний первоначального ввода, в то время как на рис. 15-4 она равнялась 230 %. Улучшение системы происходит по двум причинам. Как только что отмечено, темп заказов, поступающих от покупателя на завод, становится более постоянным. Далее, на рис. 15–15 колебания численности рабочих на 60 % интенсивнее колебаний поступающих на завод заказов, в то время как соответствующая величина для рис. 15-4 составляет 120 %.
Следует отметить, что улучшение системы коснулось всех переменных, изменение которых показано на рис. 15–15. Кассовая наличность изменяется от 76 до 113 % первоначального значения, в то время как на рис. 15-4 она изменялась от 5 до 150 %. На рис. 15–15 запасы изменяются в пределах от 78 до 120 % от их нормальной величины, в то время как на рис. 15-4 это изменение лежит в пределах от 73 до 132 %. Колебания запасов несколько уменьшились, но не так сильно, как у других переменных. Однако полученное изменение можно считать удовлетворительным, так как колебания запасов не являются чрезмерными.
Наиболее интересные сравнения системы со старыми и новыми руководящими правилами можно будет сделать, если ввести случайные изменения[104] в темп предоставления спецификаций покупателем. Следует сравнить рис. 15–16 с рис. 15-5. Усилившаяся устойчивость новой системы совершенно очевидна. Уравнение 14–79 суммирует все наймы и увольнения для получения общего изменения численности рабочих. Для рис. 15-5 это изменение составляет 760 человек в течение 350 недель. На рис. 15–16 соответствующее изменение составляет 482 человека. Подобное улучшение происходит и в большинстве других переменных. На рис. 15-5 кассовая наличность изменяется от 11 до 156 % от нормальной величины, а на рис. 15–16 это изменение лежит в пределах от 53 до 133 %. Максимальное отклонение запасов примерно одно и то же в обеих ситуациях. На рис. 15–16 максимум численности составляет 122 %, а на рис. 15-5—140 %.
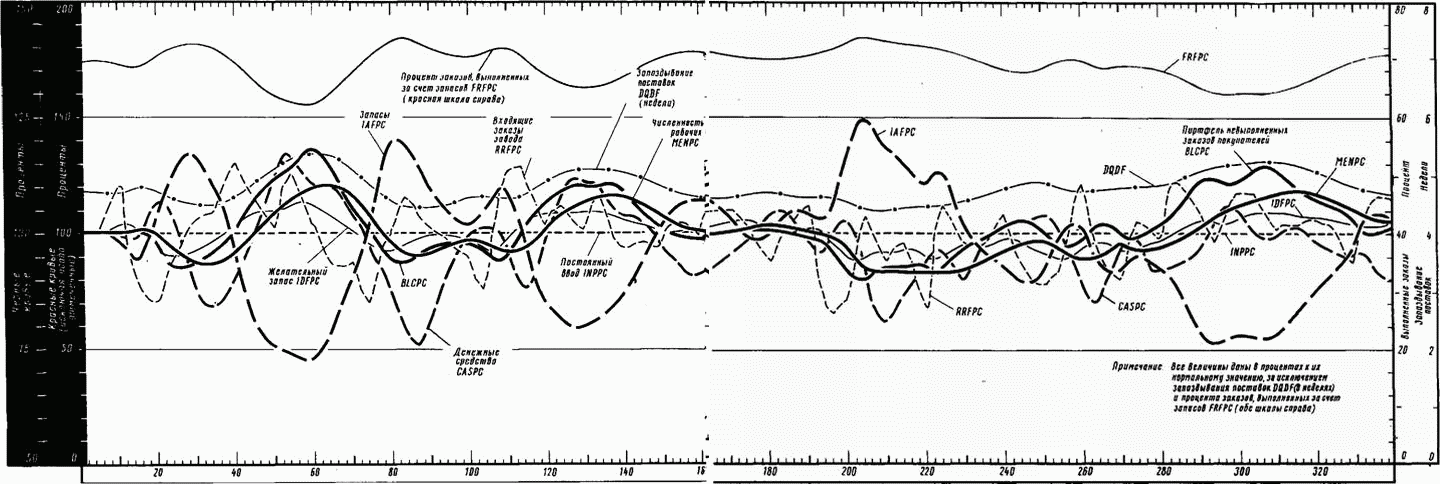
Рис. 15–16. Модель промышленного производства деталей электронного оборудования (новые руководящие правила, старые параметры, внесение случайных изменении в исходящий поток технического отдела покупателя).
На рис. 15-5 запаздывание поставок колеблется от 3,6 до 6,4 недели, а на рис. 15–16 изменение этой величины не превышает 35 %.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Исключения из правил
Исключения из правил Для многих людей зона комфорта является их идеальным состоянием. И, как и все остальное, что они называют «нормальным», она окружена целым набором социальных и личных установок, которые могут приоткрыть для нас мировоззрение их носителя. Также по
Прошлые результаты применения стратегии ежеквартального отбора биржевых фондов
Прошлые результаты применения стратегии ежеквартального отбора биржевых фондов Пять биржевых фондов, указанных в табл. 4.1, существуют на рынке не так давно, как индексы, которые они отслеживают, поэтому наилучший способ получить представление о предполагаемой
2.2. Малое количество правил
2.2. Малое количество правил Да-да, придется вам это сообщить: до сих пор не был найден волшебный Грааль... Увы и ах! Столько людей ищут, ищут и все не найдут. Да ладно, расслабьтесь. Ну, не нашел никто до сих пор оптимальное количество правил, ну и ладно. Вы-то лучше знаете,
Результаты? Какие результаты?
Результаты? Какие результаты? Разобравшись с конкретными целями и методами их достижения, следует раз и навсегда отбросить прочь озабоченность по поводу результатов, равно как и убежденность в том, будто результаты необходимы для самоутверждения и доказательства
9. 3. Выявление руководящих правил
9. 3. Выявление руководящих правил Нам предстоит теперь решить, располагаем ли мы возможностью достаточно точно выявить сущность руководящих правил, чтобы можно было их использовать для лучшего понимания поведения промышленных и экономических систем, в состав которых мы
Глава 17 ДИНАМИЧЕСКОЕ МОДЕЛИРОВАНИЕ И ПОДГОТОВКА РУКОВОДЯЩИХ КАДРОВ
Глава 17 ДИНАМИЧЕСКОЕ МОДЕЛИРОВАНИЕ И ПОДГОТОВКА РУКОВОДЯЩИХ КАДРОВ При динамическом моделировании предприятие рассматривается как сложная система. Само по себе моделирование дает ту научную Основу, вокруг которой группируются объекты управления. В математических
ЗАРПЛАТА РУКОВОДЯЩИХ РАБОТНИКОВ И ПОЛИТИКА КЛАССОВОЙ ЗАВИСТИ
ЗАРПЛАТА РУКОВОДЯЩИХ РАБОТНИКОВ И ПОЛИТИКА КЛАССОВОЙ ЗАВИСТИ Компенсационный пакет среднего генерального директора (оклады, бонусы и фондовые опционы) в США в 300–400 раз выше, чем компенсационные выплаты обычному работнику (зарплаты и пособия). кое-кого это
3.2. Особенности начала применения УСН для новых организаций
3.2. Особенности начала применения УСН для новых организаций Вновь созданная организация и вновь зарегистрированный индивидуальный предприниматель вправе подать заявление о переходе на упрощенную систему налогообложения в пятидневный срок с даты постановки на учет в
8 правил успешного выступления
8 правил успешного выступления Многие ведущие семинаров, лекций и мастер-классов допускают одни и те же ошибки. В работе с публикой есть общие вещи, мало зависящие от того предмета, о котором вы
10 шагов для реализации любых руководящих документов
10 шагов для реализации любых руководящих документов Одним из самых прекрасных руководителей, которых мне приходилось встречать, был Скотт Холлман из компании Business Growth Dynamics, усилиями которого она находится на 59-м месте в списке 500 самых быстрорастущих компаний по версии
Игра без правил
Игра без правил Итак, если импровизируют все, почему же у некоторых получается лучше? Ответ кроется в готовности проявлять гибкость, действовать естественно и держать удар.Как стало понятно из предыдущих глав, большинство организаций и людей предпочитают привычные
Пять правил
Пять правил Если вы будете придерживаться следующих пяти правил, у вас будет достаточно сил выстоять в трудные минуты и во времена испытаний.• Никогда не давайте обещаний, которых не можете выполнить.• Давайте обещания, принимайте решения, берите на себя обязательства
Применение «золотых правил»
Применение «золотых правил» Позвольте мне объяснять, как я сам применил эти «золотые правила».Факс становится обязательным деловым инструментом. Будучи консультантом по кайдзен, который проводит больше половины своего времени, путешествуя по всему миру, не знаю, смог
Исключения из правил
Исключения из правил Патрик всегда интересовался брендами знаменитостей. Наблюдения помогают ему лучше понять, что может произойти с брендом на любом уровне. Он, в частности, выделяет среди эксцентричных брендов образы Слим Шейди, альбома Мэрилин Мэнсона Born Villain, парочки
Результаты поиска новых идей в игре
Результаты поиска новых идей в игре Выходные подошли к концу, и Тоби вернулся в Нью-Йорк. Представьте себе его изумление, когда неделю спустя ему позвонил Джим Ханна (Jim Hanna), управляющий по вопросам окружающей среды компании «Старбакс».«Забавно то, что мы сами собирались с