15.1.1. Скачкообразное изменение спроса
15.1.1. Скачкообразное изменение спроса
Для получения первоначального представления о характере такого типа системы, с которой мы имеем, дело, применяется скачкообразно меняющийся ввод. Он позволяет установить, не преобладают ли в данном случае собственные частоты, которые характеризуются лишь медленным затуханием. Если это так, то можно определить их период, а также степень затухания, а если система неустойчива — то и степень увеличения амплитуды колебания.
На рис. 15-1 показано 10-процентное скачкообразное изменение независимого ввода заказов на оборудование покупателям деталей. В ответ на такой ввод система реагирует периодическими колебаниями. Период этих колебаний составляет около 100 недель с максимальными значениями численности рабочих, появляющимися по истечении 68, 168 и 266 недель[93].
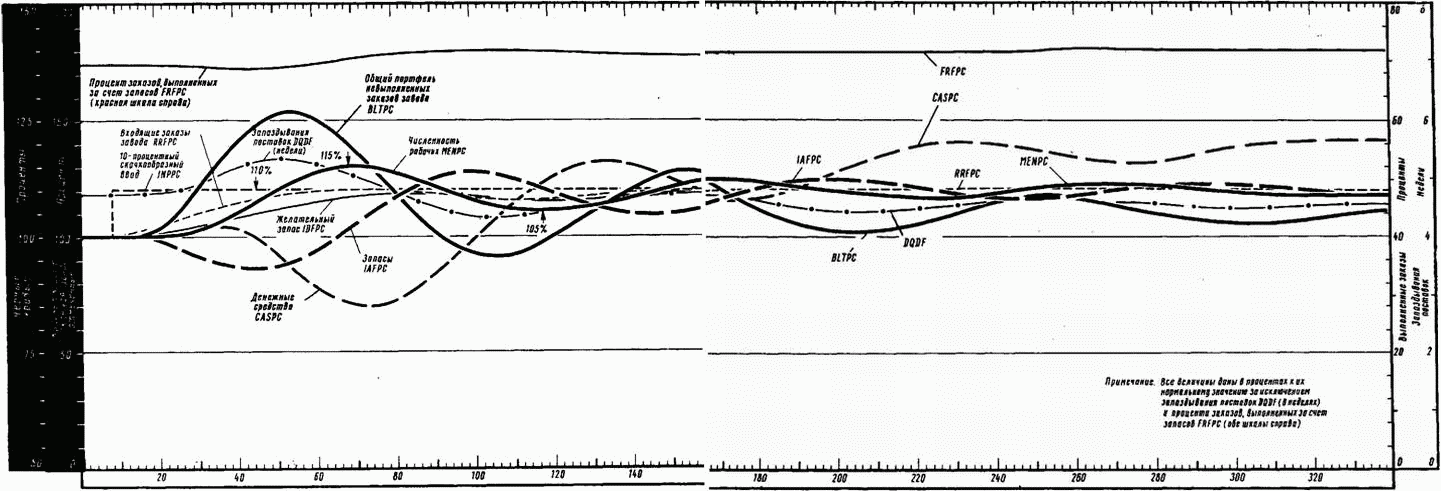
Рис. 15-1. Модель промышленного производства деталей электронного оборудования (старые руководящие правила скачкообразный рост спроса).
Степень затухания колебаний составляет примерно 50 % за каждый цикл, то есть максимальное отклонение величины численности рабочих от ее установившегося значения уменьшается вдвое с каждым новым периодом колебаний[94]. Такое затухание следует считать очень медленным.
Столь малая степень затухания за один цикл свидетельствует о довольно устойчивой тенденции системы к колебаниям с периодом, несколько меньшим двух лет. Как и в главе 13, в данном случае можно заметить, что система в большей степени подвержена возмущениям под влиянием случайных помех, повсеместно в ней встречающихся. Можно ожидать, что система будет весьма значительно усиливать любые внешние или внутренние возмущения с периодом, близким к двум годам.
Исследование кривых на рис. 15-1 показывает, что высшие и низшие точки кривой численности рабочих появляются в те же моменты, что и у кривой типа входящих заказов. Когда обе эти величины достигают максимума, запасы повышаются наиболее интенсивно, как это и было проиллюстрировано раньше на рис. 14-1. И наоборот, запасы уменьшаются, когда численность рабочих и темп входящих заказов понижаются в наибольшей степени. При этом колебания численности рабочих в два раза интенсивнее по сравнению с темпом входящих заказов; разница между ними соответствует изменениям в запасах. Как уже отмечалось в разделе 14.1, запасы в данном случае скорее усиливают колебания численности рабочих и производства, чем помогают выравнять их.
Внезапный подъем деловой активности незамедлительно повышает наличие денежных средств при одновременном истощении запасов. В период же пополнения запасов наличие денежных средств уменьшается с тем, чтобы снова увеличиться при дальнейшем подъеме уровня деловой активности и повышения прибыльности.
Рис. 15-1 свидетельствует о двух серьезных затруднениях, появляющихся в системе:
— при любом заданном изменении входящих заказов завода обнаруживается, что численность рабочих, запасы, денежные средства и портфель заказов изменяются в большей степени, чем заказы заводу;
— информация обратной связи об условиях и сроках поставок заводов вызывает колебания в самих темпах поступления входящих заказов.
В данном случае, как и в других подверженных колебаниям информационных системах с обратной связью, естественный период колебания саморегулируется, приближаясь к периоду, при котором в контуре обратной связи появляется максимальное усиление.
На рис. 15-2 изображено большинство тех же кривых, что и на рис. 15-1, но в увеличенном масштабе, с тем чтобы яснее можно было увидеть связь во времени между различными переменными[95]. Взаимодействия обратной связи можно проследить в той части диаграммы 15-2, которая расположена между точками, соответствующими 120 и 220 неделям. В первой из указанных точек численность является минимальной и уровень запасов снижается. Поскольку уровень запасов снижается, то в интервале времени от 115 до 150-й недели запаздывание поставок заводом увеличивается. В связи с последним обстоятельством технический отдел покупателя через некоторое время перестраивает свою работу и начинает быстрее выдавать спецификации на покупаемые детали. Это снижение сроков составления спецификаций в техническом отделе покупателя проявляется в интервале между 120-й и 165-й неделями. Увеличение запаздывания поставок заводом и ускорение составления спецификаций приводят к увеличению потока заказов покупателей в течение периода от 115-й до 160-й недели. Снижение запасов и рост темпа продаж влечет за собой увеличение численности рабочих в промежутке между 120-й и 170-й неделями. В точке, соответствующей 148-й неделе, темпы производства и поставок совпадают, о чем свидетельствует минимум кривой запасов, в районе которого величина запасов неизменна. К 152-й неделе возрастание запаздывания поставок заводом прекращается. В результате входящие заказы достигают своего максимума к истечению периода в 162 недели. Высокая численность в это время приводит к быстрому росту запасов, что в свою очередь влечет за собой уменьшение запаздывания поставок в интервале от 160-й до 200-й недели. Последнее обстоятельство дает возможность покупателю несколько снизить темпы размещения заказов, вследствие чего их число уменьшается. Избыток запасов и уменьшение заказов приводят к снижению численности рабочих, которая достигает минимума к моменту, соответствующему 220-й неделе. Полный цикл, занимающий 100 недель, связывает, таким образом, в единую цепь рабочую силу, запасы, запаздывания поставок, подготовку, технических спецификаций, размещение заказов, снова рабочую силу и т. д.
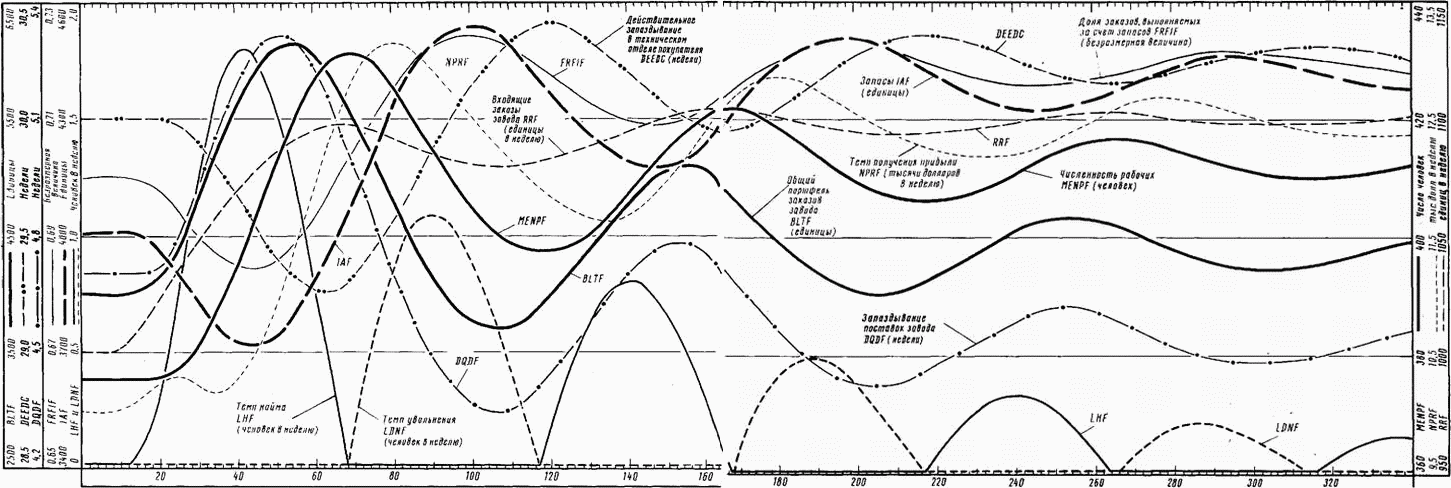
Рис. 15-2. Модель промышленного производства деталей электронного оборудования (старые руководящие правила, скачкообразный рост спроса; масштаб шкал увеличен).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Сглаживание спроса
Сглаживание спроса Чтобы провести этот анализ, возьмем лист миллиметровки и карандаш (или коврик для мыши и PowerPoint) и отложим время в годах по горизонтальной оси, а число километров, которое мы проезжаем (пролетаем) по территории в США (или любой другой развитой стране), –
13.7.1. Скачкообразное увеличение продаж
13.7.1. Скачкообразное увеличение продаж В качестве экспериментального ввода при изучении динамики системы целесообразно использовать «функцию скачка»; такой ввод весьма прост и в то же время богат информацией. В этом случае имеет место внезапное возмущение, порожденное
8. Монополия спроса
8. Монополия спроса Монопольные цены могут возникнуть только вследствие монопольного предложения. Монополия спроса не создает рыночной ситуации, отличной от ситуации, в которой монополизированный спрос отсутствует. Монопольный покупатель индивид или группа
Вопрос 2 Спрос. Закон спроса. Кривая спроса. Изменения в спросе.
Вопрос 2 Спрос. Закон спроса. Кривая спроса. Изменения в спросе. ОТВЕТСПРОС – отношение между ценой блага и его количеством, которое покупатели хотят и в состоянии купить.В экономическом смысле в основе спроса лежит не просто потребность или нужда в том или ином благе, а
Вопрос 15 Эластичность спроса по доходу. Коэффициент эластичности спроса по доходу.
Вопрос 15 Эластичность спроса по доходу. Коэффициент эластичности спроса по доходу. ОТВЕТЭЛАСТИЧНОСТЬ СПРОСА ПО ДОХОДУ – мера чувствительности спроса к изменению дохода; отражает относительное изменение спроса на какое-либо благо вследствие изменения дохода
Вопрос 16 Перекрестная эластичность спроса по цене. Коэффициент перекрестной эластичности спроса по цене.
Вопрос 16 Перекрестная эластичность спроса по цене. Коэффициент перекрестной эластичности спроса по цене. ОТВЕТПЕРЕКРЕСТНАЯ ЭЛАСТИЧНОСТЬ СПРОСА ПО ЦЕНЕ выражает относительное изменение объема спроса на одно благо при изменении цены на другое благо при прочих равных
16.2.2. Эволюция теорий спроса на деньги. Функция спроса на деньги и ее модификация
16.2.2. Эволюция теорий спроса на деньги. Функция спроса на деньги и ее модификация Под спросом на деньги понимается стремление публики, фирм, государства сохранить часть активов в ликвидной форме или в форме денежных запасов. Спрос на деньги вытекает из двух
28. Понятие спроса. Виды спроса и элементы его формирования
28. Понятие спроса. Виды спроса и элементы его формирования Спрос – то количество денег, которое покупатель готов заплатить за тот или иной товар при определенных условиях и определенной цене на него.Различают индивидуальный спрос, т. е. платежеспособные потребности
29. Величина спроса. Закон спроса
29. Величина спроса. Закон спроса Величиной спроса называется количество товара, которое покупатели готовы (т. е. хотят, могут) купить при данной цене в течение определенного периода: дня, недели и т. п. Величина спроса находится в обратной зависимости от цены: чем выше цена
5.3. Курсовая политика и ее влияние на изменение структуры и динамики совокупного спроса в России
5.3. Курсовая политика и ее влияние на изменение структуры и динамики совокупного спроса в России Макроэкономическая политика любого государства сводится к применению инструментов бюджетного и денежно-кредитного регулирования экономики. Фискальная политика в России
3.3.2. Смена учредителей, изменение видов деятельности и изменение наименования
3.3.2. Смена учредителей, изменение видов деятельности и изменение наименования Все операции, связанные с отчуждением доли уставного капитала общества, должны заверяться в нотариальном порядке. Исключения составляют процедуры по переходу доли участника обществу, ее
Пружина спроса
Пружина спроса В обществе существуют два своеобразных полюса. Один представляют члены общества – простое население, которое предъявляет постоянный спрос на предметы, необходимые для жизни (или не очень необходимые, но делающие жизнь более комфортной, приятной
ПРОГНОЗИРОВАНИЕ СПРОСА
ПРОГНОЗИРОВАНИЕ СПРОСА Прогнозирование спроса – это процесс оценки количества людей, необходимых в будущем, и их навыков и опыта. Идеальной основой прогнозирования является ежегодный бюджет и более долгосрочные бизнес-планы на уровне служб и отделов или решение о
Ценовая чувствительность спроса и факторы, влияющие на ее изменение
Ценовая чувствительность спроса и факторы, влияющие на ее изменение Для удовлетворения своих потребностей покупатели стремятся приобрести товары, т. е. потребности покупателей выражаются в спросе на те или иные товары Спрос – это желание и возможность покупателей
14.2.5. Рост спроса
14.2.5. Рост спроса Закупки товаров и услуг часто имеют место на стремительно развивающихся рынках, например, компьютерном и энергетическом. В какой мере расширяющийся рынок влияет на способность фирм создавать сговоры? Очевидно, что для постоянного числа участников